22/09/2025
What Should I Pay Attention To When Buying a Second-Hand / used Macmon M 200 B?
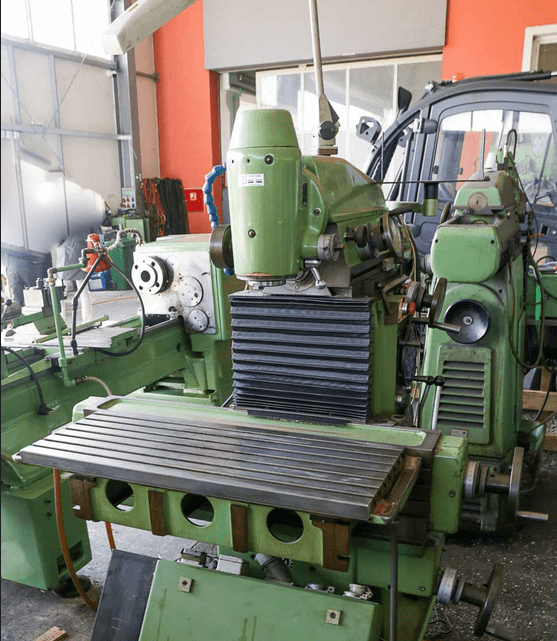
If you’re considering purchasing a second-hand Macmon M200B (or Macmon M 200 B) milling machine, here are the things you should carefully inspect, test, and ask about. The more of these you verify, the more confident you can be about its condition, needed repairs, and total cost.
What the Macmon M200B is / Key Specs to Know
Knowing the typical specs helps you check whether what’s being offered matches reality. Some “benchmark” parameters for Macmon M200B machines are:
- X-axis travel ~ 600 mm.
- Y-axis travel somewhere between ~ 230-310 mm.
- Z-axis travel ~ 390-400 mm.
- Spindle speed up to ~ 1,900 rpm.
- Spindle taper typically SK-40.
- Digital readout (DRO) or similar position display; feed / rapid moves; both horizontal and vertical milling/quill in some variants.
What to Inspect & Test
Here are the specific components and functionality to check when you examine a used Macmon M200B:
- Spindle & Taper
- Measure run-out (radial & axial) at spindle nose and taper, to detect worn bearings or taper damage.
- Run spindle at different speeds (low, mid, high); listen for abnormal vibration or noise.
- Under cutting load (if possible), see if spindle maintains speed without overheating or excessive noise.
- Axes (X, Y, Z) Motion & Guideways
- Move each axis through its full travel range; check for smoothness, binding, distinct changes in feel.
- Check for backlash / slop in each axis, particularly in lead screws / ball screws.
- Inspect guideway surfaces for wear, scoring, rust, chipped covers or seals.
- Check lubrication system (if automatic) or condition of ways in terms of wear and proper lubrication.
- Table & Work Holding
- Watch the table for flatness; check condition of T-slots, wear, deformation.
- Inspect table plate mounting stiffness; see if it sags under load.
- If there are clamps or a vice, see their condition and whether they can properly hold work without movement.
- Feed & Rapid Moves
- Test feed rates; see if the machine’s claimed feeds / rapids are achieved.
- Check speed under load and feed consistency.
- Observe whether backlash or delay occurs when reversing direction.
- Vertical / Horizontal / Quill / Head Attachments
- If the machine has a quill (vertical spindle) verify its travel, smoothness, and whether it retracts correctly.
- If there is a horizontal milling head or attachments, check their alignment and condition.
- Digital Readouts / Controls
- Check DRO or positional display units: do they show consistent, stable readings?
- Test homing or zeroing if available.
- Make sure controls for speed / direction / feeds are working cleanly.
- Electrical, Wiring, Motor Condition
- Inspect all wiring / connectors: look for signs of heat damage, fraying, corrosion, moisture.
- Check the motor(s): any unusual heat, noise, vibration.
- Electrical panel / control box condition: cleanliness, ventilation, no burnt smell.
- Coolant / Lubrication / Chip Removal
- If there is a coolant system, examine its pump, lines, whether coolant is clean.
- Check chip tray or chip pan; see whether chip removal is good and swarf isn’t clogging critical parts.
- Maintenance / Usage History
- Ask for hours of usage and what types of work were done (heavy / light, materials).
- What maintenance has been done: spindle bearing replacement, lubrication of axes, overhaul, etc.
- Any history of crashes / overloads.
- Physical Condition / Alignment
- Check for rust or corrosion, especially in areas exposed to coolant or outdoor environment.
- Check machine bed and frame alignment. Has machine been leveled properly?
- Are way covers intact? Are protective guards / shields present?
- Spare Parts, Consumables, Support
- What parts / accessories are included (tooling, vices, attachments)?
- Are spare parts for Macmon machines available locally or via import?
- Cost of consumables or parts likely to wear (bearings, belts, spindle seals, etc.).
- Operational Test
- If possible, run a test milling job similar to what you plan to do. Check finish, dimensional accuracy.
- Cool-down / warm-up behaviour: does performance drift after machine runs for some time?
Red Flags & What to Be Wary Of
Here are warning signs that may mean higher cost of acquisition or operation:
- Spindle run-out large, or taper damaged.
- Major wear on guideways or axis slides; visible scoring, corrosion, or damage.
- Table warp, badly worn T-slots.
- Feed / rapid traverse not smooth or jerky; excessive backlash.
- Electrical panel in poor condition; signs of overheating or water damage.
- Missing or broken parts (guards, DRO units, accessories).
- Poor maintenance history; missing records; or machine from harsh environment (wet, corrosive, dusty).
- Coolant / lubrication system non-functional or heavily worn.
- If machine has been idle long without care (oils dry, seals stuck, rust formed).





