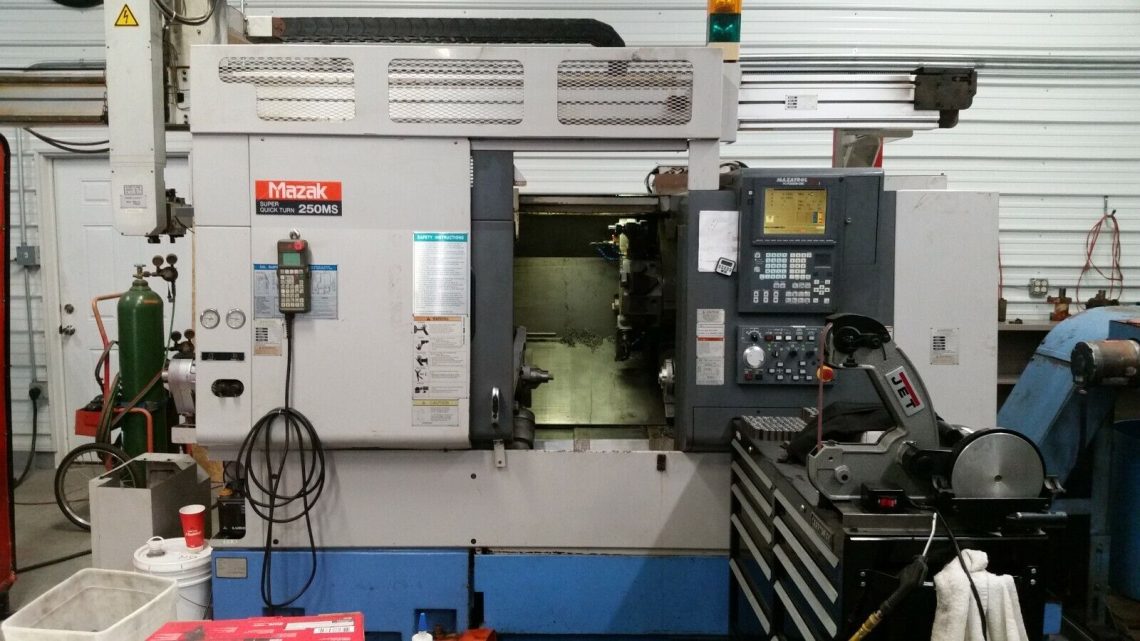
What Should I Pay Attention To When Buying a Second-Hand / used Mazak SQT-250MS?
If you’re evaluating a Mazak SQT-250MS used machine, there are many things you should inspect, test, and verify. The SQT-250MS is a fairly capable turning/milling (multi-tasking) lathe with sub-spindle, live tooling, etc., so its condition in many subsystems matters. Below is a detailed checklist: what specs to know, what to pay attention to, common issues, plus questions/tests to use in your inspection or negotiation.
What to Know Up Front / Typical Specs
Here are typical specs of Mazak SQT-250MS from various listings, so you know what to check vs what is advertised.
| Spec | Typical Value |
|---|---|
| Year | ~ late 1990s / early 2000s (1998-2002) |
| Chuck size (main) | ~ 10″ (≈ 250mm) |
| Bar capacity / spindle bore | ~ 2.5″ / ~64mm bore |
| Spindle speed (main & sub) | About 35 – 4000 RPM |
| X-axis travel | ~190-190+ mm depending on version. |
| Z-axis travel | ~575 mm (or ~22-24 inches) |
| Turret / Tool Positions | 12 positions (live tooling & C-axis often included) |
| Control | Mazatrol Fusion / PC Fusion / Mazatrol T Plus or similar in many units |
Knowing these helps you check whether what’s being sold matches claimed specs.
What to Pay Attention To / Inspect Thoroughly
Here’s a checklist of areas to inspect, tests to run, and what to look for, especially important for a used SQT-250MS:
- Spindles (Main & Sub-Spindle)
- Check for radial and axial run-out (concentricity) on both spindles.
- Inspect spindle bearings for noise, vibration. When running, does spindle feel smooth? Any wobble? Any heat beyond normal?
- Look at spindle motor health: is there any overload alarm history? In forums, users report sub-spindle “jittering” or overloads.
- Check spindle bore condition (for bar feed), whether any scoring, damage.
- Turret / Tooling / Live Tools / C-Axis
- The turret must change reliably and precisely. Check tool positioning and clamping.
- Live tooling: Do driven tools work at full speed? Any vibration or noise? Test with a real cut if possible.
- C-axis indexing: check precision, whether slow or inconsistent. If misaligned, parts will suffer.
- Condition of tool holders, inserts; check whether they’re included or what replacements will cost.
- Axis motions / Machine Structure
- X, Z (and any B, Y if applicable) axes: full travel, check for backlash, wear, binding.
- Inspect guideways, slides, linear bearings. Are lubrication systems working properly?
- Frame, bed: check for signs of damage, corrosion, structural misalignment.
- Sub-spindle mechanism: alignment, chuck action, whether it holds firmly, and movement.
- Bar Feed / Chuck, Collets
- If bar feed is used, check accuracy, feed smoothness, and support (bar guides, steady rest if present).
- Collets, chucks: condition, grip strength, whether jaws or collet faces are worn.
- Control, Electronics, Wiring
- Boot up control, run through menus, check for error codes, alarms or logs.
- Inspect wiring for wear, damage, frayed cables. Slider ways and spindle cables often get bent or abused.
- Control unit version, any updates or modifications. Availability of spare boards if needed.
- Check interface (Mazatrol or Fusion): is everything functional (screen, buttons, touch etc.)?
- Coolant / Lubrication / Pneumatics / Hydraulics
- Coolant system: pump, filters, cleanliness, piping. Is coolant clean? Are there leaks?
- Lubrication: automatic lube to slides and axes — verify it works and has been maintained. Dry slides or neglected lubrication lead to fast wear.
- Pneumatic systems: chuck open/clamp, tool change, air purge; check for leaks or weak pressure.
- Hydraulic (if applicable, e.g. for chucks or turret).
- Accuracy / Test Machining
- Run a test part, measure tolerances: turning, facing, threading etc.
- Surface finish check: with both main spindle and live tools.
- Test with the sub-spindle: check how well parts transfer, how accurate repeatability is.
- Check that speed and feed under load do not cause chatter or heat issues.
- Safety Features & Guards
- Emergency stops, guard doors, interlocks all present & working.
- Chip guard, splash shields, coolant splash protection.
- Is the machine compliant with local safety / electrical regulations?
- Service & Maintenance History
- Ask about total operating hours / cycles, but more importantly the hours under cutting load.
- Maintenance logs: when spindles serviced/rebuilt, when the turret was overhauled, when lubricants/coolants replaced.
- Anything replaced recently: belts, bearings, tool holders, spindle motors, etc.
- Spare Parts & Tooling Availability
- What tooling comes with machine? Chucks, collets, live tool holders.
- How easy/hard is it to get replacement parts for main & sub spindles, electronics, turret, etc in your region?
- Manuals, schematics: do you get them? Software backups?
- Facility / Utility Requirements
- Power: voltage, phase, amperage — does your workplace match? Will you need any transformers or power upgrades.
- Cooling, coolant management. Chip removal / conveyors. Floor load, footprint, space.
- Air supply, filtration, exhaust (if coolant mist etc.).
- Condition of Consumables / Wear Items
- Chuck jaws (are they good or worn/deformed), ways, slides, seals, bearings.
- Condition of live tooling bearings; cutters & inserts.
- Condition of belts or other drive components.
Common Weaknesses / Issues Seen in SQT-250MS
From used listings and forum chatter, here are some recurring problems or weak points you should be aware of:
- Sub-spindle issues: Examples include “jittering” or stiffer operation, heating (motor or chuck). In one forum, a user reported overload alarm on sub-spindle, elevated temperature, and twitching rotation when loaded.
- Spindle drive / encoder / cable wear: Cables especially flexible conduits may wear; encoder issues causing mis-feedback.
- Tool turret wear or misalignment: After many years, tool turret indexing may drift, or the turret may suffer mechanical play or wear.
- Live tool stability and maintenance: Bearings and seals in live tools tend to degrade. If they vibrate or overheated, that reduces productivity or accuracy.
- Control electronics obsolescence: Older control units (Mazatrol versions) may need replacement boards or have firmware or software support issues, depending on region.
- Wear on guideways due to lack of lubrication or poor maintenance: Especially if the machine has been run heavily or in dusty/dirty/coolant-splash environment.
- Coolant / coolant hygiene: Contaminated or poorly maintained coolant leads to bearing failure and slide corrosion.
- Costly down time for spool or spindle rebuilds: If the machine was used a lot, wear parts may be near end of life.
Questions to Ask / Tests to Perform Before Buying
To assess condition and avoid surprises, try to get answers or do these tests:
- Demonstration under load
- Ask to run the machine with material similar to what you plan to use. Use both main and sub spindle, live tooling, turret etc. Observe vibration, sound, heat, alarms.
- Test cuts / sample parts
- Have them make sample pieces, measure dimensional accuracy, finish, chatter. Use live tooling too if you will use that.
- Check spindle run-out and alignment
- Use dial indicators or other precision tools to check both spindles.
- Inspect control system
- Boot up, run full diagnostics, check logs/alarm history. Test operator interface, screen, buttons.
- Inspect mechanical condition
- Look at slideways, guides, turret, chucks. See for signs of wear, damage, metal chips in lubrication, rust, corrosion.
- Check lubrication / coolant systems
- Does automatic lube function? Are there proper filters, clean lines? Is coolant clean, any leaks?
- Electrical / wiring inspection
- Check cable integrity, connectors, check for overheating signs, smell or burnt parts.
- Check safety features
- Test emergency stop, interlocks, guards.
- Verify parts / tooling included & pricing of replacements
- What tooling / chuck / collets come with it? How much will replacements cost locally?
- Review documentation
- Service history. Manuals. Any modifications. Are spare parts lists available.
- Check utilities and site compatibility
- Ensure your facility supports the machine’s power, floor load, space, cooling, chip handling, etc.
- Inspect for signs of neglect or long periods of inactivity
- Machines left idle may have dried out lubrication, rust, seized components etc.
Red Flags & Green Flags (Value Indicators)
| Green Flags (increase confidence) | Red Flags (risk / cost drivers) |
|---|---|
| Recently replaced or overhauled spindles (main or sub), or confirmed low spindle hours. | Sub-spindle shows overheating, jittering, or has overload history. |
| Good condition live tools, included tooling, collets/chucks in good shape. | Worn or damaged tooling; missing parts; chucks or collets very worn or distorted. |
| Turret indexing precise; no or minor backlash; axes smooth. | Turret wear, chatter; loose toolholders; high backlash. |
| Clean controlled coolant / filtration system; well maintained lubrication. | Dirty coolant; poor lubrication; leaks; rust; neglect. |
| Solid documentation, manuals, control parts available. | Control boards obsolete; no manuals; missing schematics. |
| All safety systems working properly; guards in place. | Missing guards or safety features; unsafe electrical condition. |
| Clear history of maintenance; moderate usage. | No maintenance history; machine heavily used with no records. |





