28/08/2025
What Should Be Considered When Purchasing a Laser Engraving Machine?

Here’s a no-nonsense, engineering-grade checklist for buying a laser engraving machine. Keep it vendor-neutral; make suppliers fill these numbers.
1) Define the application physics first
- Substrate(s): stainless, Al, Ti, brass/Cu, tool steel, coated metals, ABS/PC/PA, glass, ceramics, painted/anodized Al, composites.
- Mechanism you want:
- Anneal/oxide mark (no depth; stainless/ti)
- Foam/whitening (plastics)
- Ablation (paint/anodize removal)
- True engraving (µm–mm depth; material removal)
- Feature scale: minimum line width / dot size / 2D code cell size (µm).
- Throughput target: parts/hr, code per second, depth per pass.
- Surface geometry: flat, curved, stepped; cylindrical (needs rotary) or complex 3D (needs 3-axis dynamic focus).
2) Choose the right laser source
| Source | λ (nm) | Typical power | Best for | Notes |
|---|---|---|---|---|
| Fiber (CW or pulsed/MOPA) | 1064 | 20–200 W | Most metals, anodized Al, some plastics with additives | MOPA gives control of pulse width (e.g., 4–200 ns), frequency (20 kHz–1 MHz), and color/anneal on SS/Ti; good beam quality (M² ≤ 1.8). |
| UV (DPSS, 355 nm) | 355 | 3–15 W | Fine plastic, glass, ceramics; tiny codes | “Cold” processing; smallest spot; fragile optics; higher cost. |
| Green (DPSS, 532 nm) | 532 | 5–30 W | Copper/brass/gold, some plastics | Better Cu absorption; watch back-reflection. |
| CO₂ (DC glass or RF metal) | 10,600 | 30–200 W | Organics (wood, paper, leather), glass marking (paint), some plastics | RF metal tubes = fast modulation & long life; DC glass tubes = cheaper, slower, shorter life. |
Ask for: average power, peak power (for pulsed), pulse width range (ns), pulse-to-pulse stability (≤±2%), long-term power stability (≤±2%), and M² (≤1.8 is good).
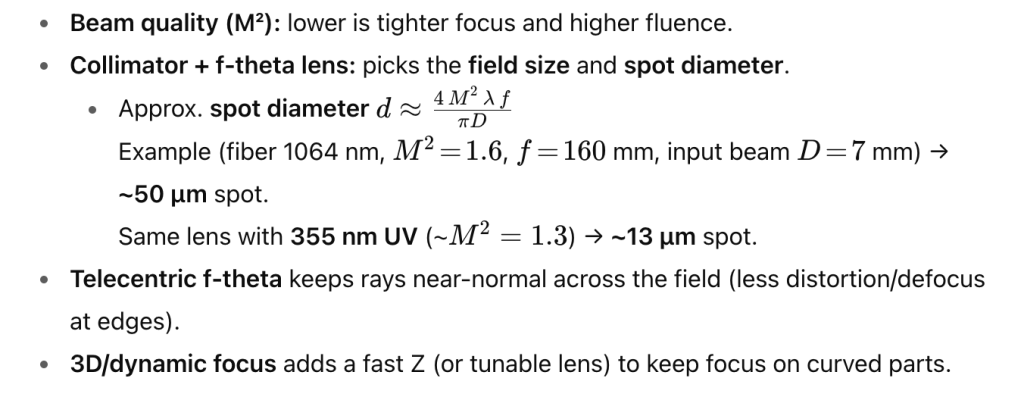
3) Optics & spot size (what defines resolution)
4) Scan head or motion system
- Galvo head (2-axis): 1–10 m/s marking speeds, tiny moving mass → fastest for logos/2D codes.
- 3-axis galvo: keeps focus over height variation ±~50–150 mm.
- Gantry/XY stage: better for large areas with constant spot; slower; specify straightness, flatness, and repeatability.
- Rotary axis for cylindrical parts (specify max Ø, runout ≤10 µm if precision).
- Numbers to require: mirror step response (µs), max jump speed, settling time, position repeatability (µrad), field linearity (≤±0.3%).
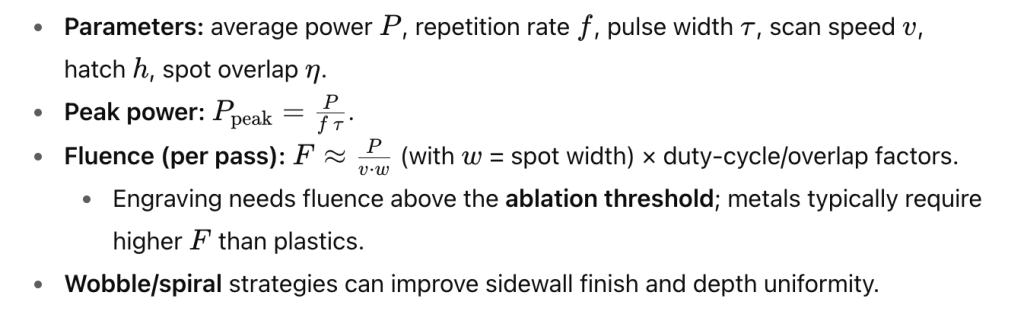
5) Process window (pulsed lasers)
6) Throughput sizing (quick reality check)
- Vector fill time ≈ (total draw length) / (effective scan speed) + jumps/settle.
Example: 20×20 mm 2D code, hatch 0.04 mm ⇒ ~10,000 mm of vector length.
At 3,000 mm/s + 0.8 s overhead ⇒ ~4 s/code. - Ask vendors to mark your part and return raw cycle time logs (not just “max speed”).
7) Fixturing, focus & part presentation
- Rigid, repeatable location (datums), quick-change nests, autofocus or laser triangulation if Z varies.
- Vision for mark alignment (fiducials), 2D code grading (ISO/IEC 15415 or AIM DPM).
- Conveyors/robots: define I/O, handshakes, and cycle budgets.
8) Cooling, environment, and extraction
- Cooling: air vs water. Check heat load (kW), coolant type, chiller capacity, ΔT, and alarms.
- Fume/dust extraction: CFM and filtration: HEPA + activated carbon for plastics; metal fumes → spark arrester and metal dust filters.
- Cleanliness: oil/fog kills optics. Keep overpressure, laminar inlets if near machining.
9) Controls, data & software
- Marking software: vector import (DXF/SVG), text/TTF, barcodes (DataMatrix, QR, GS1), serials, date/shift codes, UID, database/MES link.
- Live variables: TCP/IP API, OPC-UA/Modbus/Profinet, REST, CSV watch-folders.
- Traceability: code verification grades, camera feedback, image logging, audit trail (21 CFR Part 11 if medical).
- Safety/PLC: E-stop, door/hood interlocks (ISO 13849 PL=d/e), light curtains if open table.
10) Safety & compliance
- Laser class: Prefer Class-1 enclosed for production; if open, ensure eyewear optical density OD specified at wavelength & worst-case divergence.
- Standards: EN 60825-1, EN ISO 11553, CE/UKCA, CDRH (US), electrical to EN 60204-1.
- Back-reflection protection (isolator) for Cu/Al marking heads.
11) Reliability, maintenance, TCO
- Lifetime: pump diode MTBF (h), CO₂ tube life (h), expected output depreciation (%/k h).
- Consumables: optics (protective window), filters, desiccant/carbon, chillers.
- Calibration: built-in power meter or port; scan field calibration plate.
- Spare parts lead time and local service SLAs.
12) Acceptance tests you should demand (with data)
- Mark quality: minimum line width, edge raggedness, roundness; depth per pass on your alloy/polymer.
- 2D code grade: ISO/IEC 15415 or AIM DPM ≥ B (3.0) at your cycle time.
- Dimensional accuracy: scale error < ±0.1% of field; orthogonality < 0.1°.
- Repeatability & drift: mark-to-datum repeatability ≤ ±25 µm over 8 h warm run.
- Power stability: ≤ ±2% over 8 h at setpoint.
- Duty test: 100% duty at your takt for 4 h with temperature, alarms, and chiller logs.
- Safety: interlock test, leakage check with power meter outside enclosure (< class-1 limits).
13) RFP/PO spec (copy & edit)
- Laser type & λ; avg/peak power; pulse width range; M² ≤ 1.8; power stability ≤ ±2%; P-P stability ≤ ±2%.
- Galvo: field ~100×100 / 200×200 / 300×300 mm, telecentric lens; linearity ≤ ±0.3%, repeatability ≤ 10 µrad.
- Smallest resolvable line: ≤ 50 µm (fiber), ≤ 15 µm (UV) with sample marks.
- Software features & industrial I/O; camera verification; Class-1 enclosure; extraction CFM & filter grades.
- Chiller specs; noise < 75 dBA; footprint/weight; utility loads (VAC/phase, kW, air CFM if pneumatic).
- Documentation: risk assessment, EC DoC, wiring diagrams, spare parts list, maintenance plan.
Practical picks (rules of thumb)
- Metals (general): 20–50 W MOPA fiber, 160 mm lens for 100×100 mm field; add rotary for shafts.
- Fine plastics/glass: 5–10 W UV, telecentric 160 mm; ensure dust-free extraction.
- Copper/brass & very small marks: green (532 nm) or UV; insist on back-reflection protection.
Bottom line: match wavelength + beam quality + optics to your feature size and substrate, make vendors prove throughput and quality on your parts, and specify safety, integration, and stability in measurable terms. That’s how you avoid a “fast-on-paper, slow-in-production” laser.