What is Advanced Induction Melting Furnace Systems?

Advanced Induction Melting Furnace Systems — Technical Overview
1) Physics and operating principle
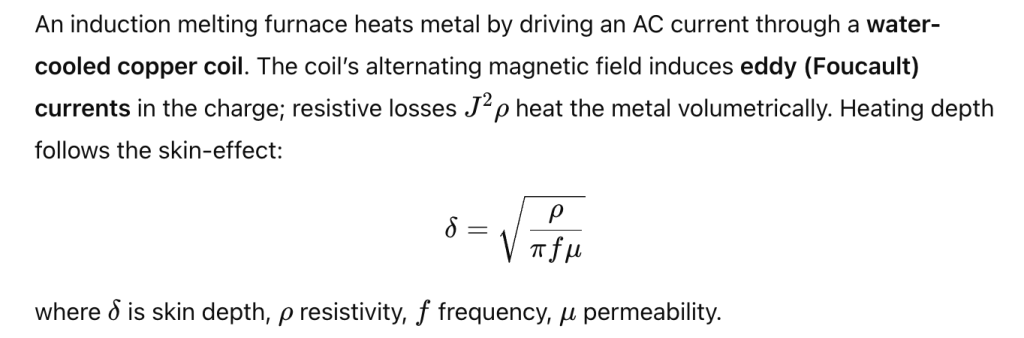
- Low frequency (50–500 Hz) → deeper penetration, gentler surface heating, strong electromagnetic stirring for large melts.
- Medium frequency (1–10 kHz) → shallower penetration, faster response, often higher specific power for small/medium crucibles.
Lorentz forces also create EM stirring, improving temperature and composition uniformity but requiring slag management.
2) Core subsystems
- Power supply: SCR (line-frequency) or IGBT (medium-frequency) inverters with PFC and isolation transformer as needed. Sizing by specific power (typ. 200–800 kW/ton depending on alloy and duty cycle).
- Inductor (coil + yoke): multi-turn copper coil with refractory/insulating pack and magnetic yoke to focus flux; coil water flow is interlocked for safety.
- Crucible & refractory: graphite/SiC for Al/Cu/precious metals; alumina/magnesia/rammed dry linings for ferrous. Geometry affects coupling and tap temperature.
- Cooling: closed-loop deionized/rust-inhibited water, plate heat exchanger or dry cooler; flow, ΔT, and conductivity are monitored.
- Controls & instrumentation: PLC/SCADA; optical pyrometer/thermocouple, melt-level, coil ground-fault/leakage, refractory wear sensors, load cells for charge/pour mass, recipe management and data logging.
- Off-gas and covers: lids/hoods with fume extraction; optional inert atmosphere or vacuum variants for oxidation-sensitive alloys.
3) System configurations ( Acutrak Systems, Quick-Trak Systems, Mini-Melt Furnaces, Rollover Furnaces, Push-Out Furnaces, Lift-Swing Furnaces)
Mini-Melt Furnaces
Compact, sub-ton to small-tonnage crucible melters for labs, R&D, jewelry/precious metals, pilot and small-batch production. Emphasize fast heat-up, frequent alloy changes, and minimal floor space. Typically medium-frequency IGBT with integrated tilting or crucible lift.
Rollover Furnaces
The entire furnace rotates/rolls over around a trunnion to pour directly into fixed molds or dies. Favored when you want precise gating (e.g., investment casting) and minimal metal exposure/transfer time. Benefits: repeatable dosing, reduced inclusions; Needs robust interlocks and motion profiling.
Push-Out Furnaces
A mechanism pushes the crucible upward/out of the coil for fast changeover or relining without dismantling the inductor. Useful in foundries with many alloys/sizes. Keeps the coil stationary, reducing alignment time and improving uptime.
Lift-Swing Furnaces
The coil/inductor lifts vertically and swings away to expose the crucible for maintenance or exchange. Good access with a compact footprint; popular where aisle clearance is limited and quick crucible service is required.
“Acutrak” Systems (generic function)
A vendor-named package typically denoting precision, servo-controlled handling and tracking around the melt zone—e.g., closed-loop automatic pouring/ladle positioning, weight-based dosing, camera/laser alignment, and recipe-driven motion. Goal: repeatable pours, fewer human variables, better traceability.
“Quick-Trak” Systems (generic function)
A fast-change rail/slide or scanning platform for rapid station setup—e.g., moving a pouring spout, tundish, coil or cover to predefined positions with tool-less changeover. Minimizes downtime between alloys or product families; often integrates auto-teach and position verification.
4) Metallurgical control
- Charging → meltdown → superheat with controlled ramp rates to protect refractories.
- Slag practice: deslag before final temperature; EM stirring can entrain slag—control power/frequency accordingly.
- Alloying & trim: add under vortex control; use load cells for mass accuracy.
- Degassing/cleanliness: inert lances (Al), fluxes, filtration at pour.
- Temperature control: dual pyrometer + dip thermocouple strategy; compensate for emissivity and meniscus effects.
5) Selecting power and frequency (rules of thumb)
- Melt rate (kg/h or t/h) dictates kW; duty cycle determines inverter sizing margin.
- Part/crucible diameter vs. δ: pick fff so 2–4× δ roughly spans the effective wall thickness to balance speed and uniformity.
- Ferrous often uses lower fff (more stirring); Al/Cu often higher fff (surface losses acceptable, faster superheat).
6) Automation & data
Modern systems expose OPC/REST tags for MES integration: heat ID, alloy code, charge/pour weights, energy per ton, tap temp, reject cause, and maintenance counters (heats per lining, water ΔP, ground-fault trips). Vision or lidar assists auto-pouring; recipe interlocks enforce safety.
7) Safety & compliance
- High-integrity water interlocks, ground-leak detectors, refractory wear monitors.
- Double-wall water circuits near the hot zone; conductivity alarms to prevent coil shorting.
- Motion E-stops for tilt/roll/lift-swing; splash guards and spout shields.
- Fume extraction sized for alloy and flux set; arc-flash and lock-out procedures for the power cabinet.
8) Choosing between the configurations
- Frequent crucible changes → Push-Out or Lift-Swing.
- Precision, repetitive dosing to molds → Rollover with Acutrak-style auto-pour.
- Prototype/small batch → Mini-Melt.
- High product mix with minimal setup time → add Quick-Trak-style positioning for spouts, coils, covers or ladles.





