What is Induction Pipe Bending Machine?
Induction Pipe Bending Machine — Technical Explanation
An induction pipe bending machine produces precise bends in pipe, tube, H-beams, and sections by locally heating a narrow circumferential band with an electromagnetic induction coil and bending the hot zone while the adjacent material remains relatively cool and dimensionally stable.
How it works
- Clamping & Radius Set-up
The pipe is clamped in a rotating/ pivoting bending arm set to the required bend radius (fixed-radius tooling) while a drive carriage provides controlled feed/booster force along the pipe axis. - Induction Heating
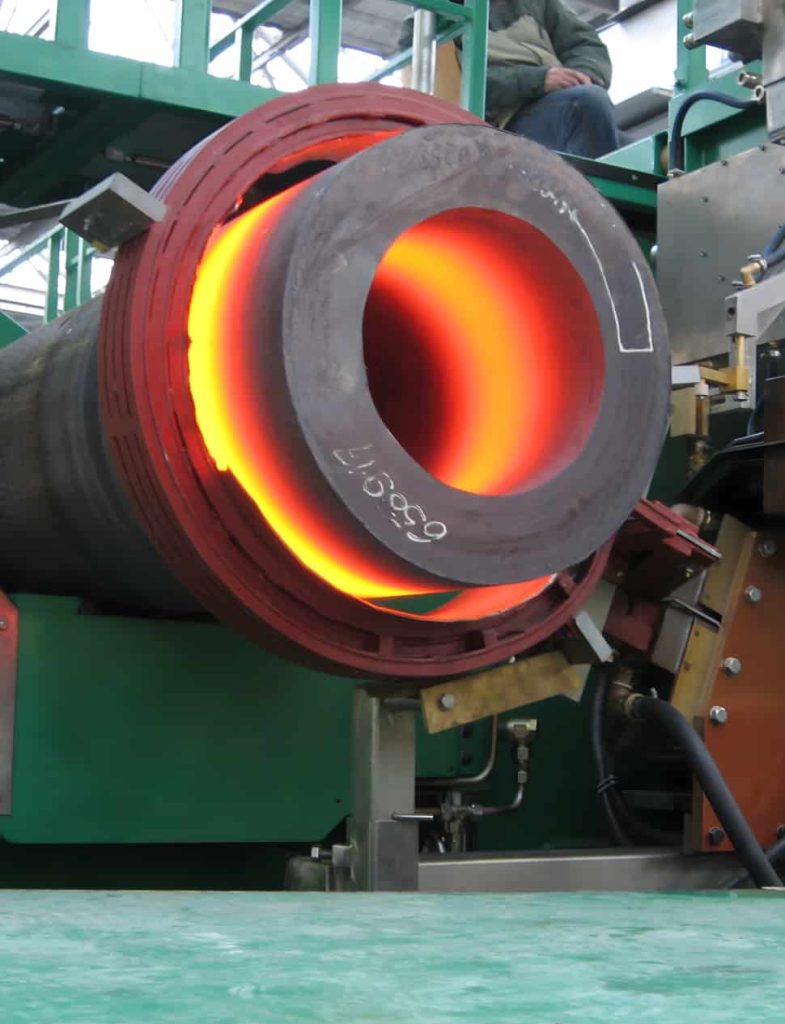
A water-cooled copper coil (typically 1–10 kHz for thick sections) surrounds the pipe at the intended bend location. Eddy currents heat a 20–60 mm wide band to the setpoint (for carbon steels commonly 850–1,100 °C; lower for stainless/low-alloy to control grain growth). Temperature is closed-loop controlled by pyrometers/IR cameras via the PLC. - Bending Motion
As the hot band reaches temperature, the arm pivots at a constant bending speed (e.g., 3–50 mm/s feed equivalent) while the drive carriage pushes (booster) to keep wall thinning and ovality within tolerance. The neutral axis shift and extrados thinning are minimized by the synchronized booster and pressure die. - Quenching/Cooling
Immediately behind the coil, a quench ring (water/air-mist) rapidly cools the bent section to “freeze” geometry and microstructure. For many specs, bends are then post-heat-treated (normalize/temper/solution anneal) to restore uniform mechanical properties. - Finishing & Inspection
Bends are checked for radius, angle, ovality, wall thinning/thickening, surface defects, hardness and can undergo UT/RT and hydrostatic tests per project codes.
Main subsystems
- Medium-frequency induction power supply with capacitor bank and coil matching.
- Water-cooled induction coil with adjustable ID/width and quick-change tooling.
- Bending arm & pivot with clamp/pressure dies and heavy bed.
- Booster/drive carriage providing axial thrust and rotation synchronization.
- Quench system (flow, temperature, and timing controlled).
- PLC/HMI closed-loop controls (temperature, speed, angle, booster force; recipe storage; traceability).
- Measurement & safety: encoders, load cells, pyrometers, guarding, interlocks.
Typical capability (ranges vary by model)
- Diameters: from ~Ø60 mm up to >Ø1,500 mm (large pipes/sections).
- Wall thickness: thin to very thick (D/t ratio managed by booster force).
- Bend radius: commonly 2D to 10D and larger (D = pipe OD).
- Accuracy: angle ±0.25–0.5°, ovality often <5%, wall thinning typically ≤12–15% with proper setup.
Metallurgy & quality
- Localized heating limits overall distortion; rapid quench plus optional normalization yields fine, uniform microstructure in the bend zone.
- Proper procedures control grain growth, carbide precipitation (stainless), and hardness.
- Compliance typically to pipeline/plant standards (e.g., project specs referencing ASME B31 codes; many buyers also reference ASME B16.49/ISO equivalents for induction bends).
Advantages vs. cold bending or fabricated elbows
- Large diameters & thick walls achievable with tight tolerances.
- Fewer welds than fitting multiple elbows → higher integrity and better flow.
- Repeatable geometry from recipe-based control.
- Lower springback and less tooling compared to cold bending of heavy sections.
Applications
Oil & gas pipelines, power & process plants, petrochemical and refinery piping, offshore risers/spools, shipbuilding, structural steel arches, and heavy equipment components.
Key process variables to set per job
- Material grade & initial condition, OD and wall thickness (D/t).
- Target bend angle & radius.
- Coil frequency/power, setpoint temperature, bending speed, booster force, and quench intensity/timing.
- Required post-bend heat treatment and inspection plan.
In short, an induction pipe bending machine is a high-power, closed-loop hot-forming system that uses localized induction heating, synchronized mechanical bending, and controlled cooling to produce high-integrity bends in heavy pipe and sections with excellent dimensional control and predictable mechanical properties.





