What is CNC Double Side 2-Disc High Precision Fine Grinding Machine?
A CNC Double Side 2-Disc High Precision Fine Grinding Machine is an advanced abrasive machining system designed for simultaneous precision finishing of both surfaces of flat workpieces. It belongs to the category of double-disc grinders but is optimized for “fine grinding,” which is a superfinishing process that achieves sub-micron level tolerances, exceptional flatness, and mirror-like surface finishes. This machine is particularly prevalent in the machinery, grinding, and metalworking sectors, where it is used for high-volume production of components requiring uniform thickness, parallelism, and minimal residual stress. Unlike conventional grinding, fine grinding employs bonded superabrasive wheels (e.g., diamond or CBN) at controlled low speeds with coolant, acting like a “plow” mechanism to remove material precisely without inducing thermal damage.The “CNC” aspect refers to Computer Numerical Control, enabling automated, programmable operation for complex geometries and repeatable accuracy. “Double Side” indicates simultaneous processing of both workpiece faces, while “2-Disc” specifies the use of two opposing abrasive discs (one upper, one lower). “High Precision” denotes capabilities for tolerances down to ±0.001″ (25 μm) or better in flatness, parallelism, and thickness, making it suitable for demanding applications in automotive, aerospace, electronics, and tool manufacturing.Technical Explanation for Machinery, Grinding, and Metalworking SectorsIn the context of these sectors, this machine represents a critical tool for post-processing operations like deburring, stress relief, and dimensional correction after initial machining (e.g., milling, stamping, or sintering). It excels in handling brittle, hard, or heat-sensitive metals and alloys (e.g., stainless steel, tool steel, aluminum, titanium), as well as non-metals like ceramics or composites. Below is a detailed technical breakdown, focusing on key engineering principles, components, and operational parameters relevant to professionals in these fields.1. Core Working Principle
- Abrasive Machining Mechanism: The process involves fixed abrasive grains in bonded wheels that remove material through a combination of plowing, cutting, and rubbing actions. Unlike lapping (which uses loose abrasives in a slurry), fine grinding uses geometrically stable bonded superabrasives (diamond or CBN) for higher material removal rates (up to 0.1–0.5 mm per pass) while maintaining low heat generation. Coolant (typically oil- or water-based) lubricates and cools the interface, preventing thermal distortion in metalworkpieces.
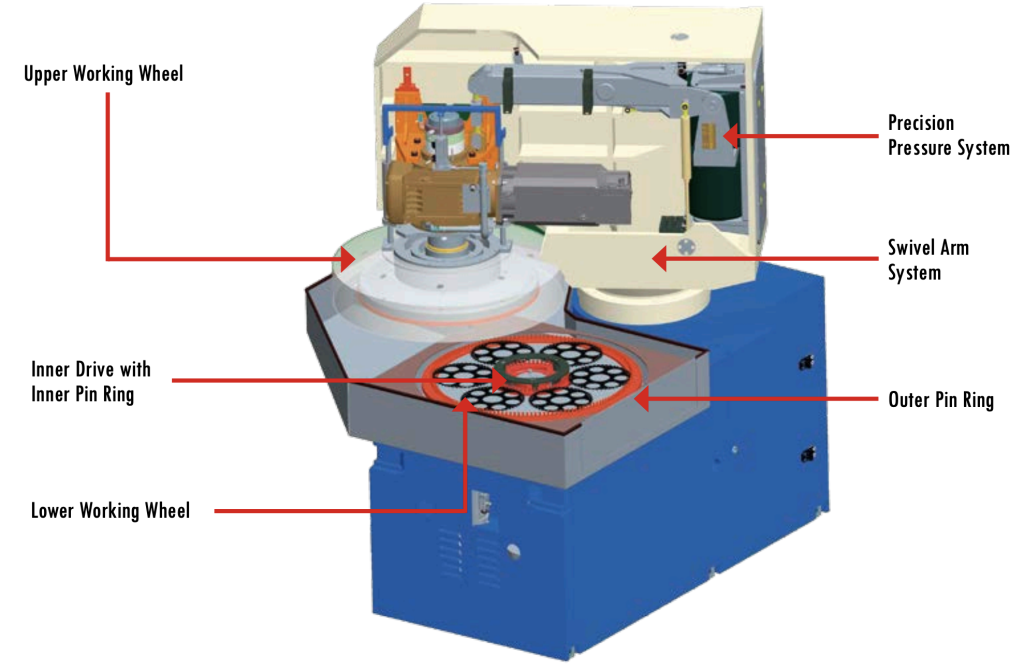
- Simultaneous Double-Sided Action: Workpieces are fed between two counter-rotating discs (upper and lower), which grind both sides concurrently. This ensures equal stock removal (e.g., 0.01–0.05 mm per side), achieving parallelism within 0.002 mm and flatness up to 0.001 mm over a 100 mm diameter. The epicyclical motion—driven by inner/outer pin rings—creates a planetary path, randomizing grind patterns to avoid directional artifacts and improve surface isotropy.
- Advantages in Metalworking:
- Reduces residual stresses by balancing removal from both sides, enhancing part stability for downstream processes like heat treatment or assembly.
- Ideal for fine-blanked, stamped, or sintered metal parts, where it corrects edge variations (e.g., sharp vs. rolled edges) and achieves Ra surface finishes of 0.05–0.2 μm.
- Throughput: Up to 50–100% higher than single-sided grinding, with cycle times as low as 10–30 seconds per part for small batches.
2. Key Components and Design Features
- Grinding Discs/Wheels: Two horizontal, opposing discs (typically 300–700 mm diameter, e.g., in models like Chevalier’s FDG-700). Made from cast iron, GC (green silicon carbide), or superabrasives; rotatable at 10–100 RPM. The upper disc is often pneumatically or hydraulically loaded with 8-stage pressure control (0.1–10 bar) for adaptive force based on workpiece thickness.
- Workpiece Carrier System: A rotary table or planetary carrier holds multiple parts (e.g., 6–12 carriers for batch processing). Workpieces follow an epicyclical orbit: inner ring rotates at 0.5–5 RPM, outer at 1–10 RPM, ensuring uniform exposure. For metalworking, carriers are designed for parts up to 200 mm diameter and 10 mm thick.
- CNC Control System: Multi-axis (typically 3–7 axes) CNC (e.g., Fanuc or Siemens) for precise programming. Features include:
- Real-time monitoring via probes (e.g., Sony size controllers) for in-process thickness measurement (±0.001 mm accuracy).
- Automatic compensation for wheel wear (e.g., via servo-driven dressing cycles every 100–500 parts).
- Programmable parameters: Feed rate (0.1–1 mm/min), oscillation (multi-pass for complex profiles), and torque sensing to adjust speed based on allowance (e.g., slower for thin metals to avoid warping).
- Spindle and Drive System: High-rigidity vertical or horizontal spindles with angular contact ball bearings (Class 7/P4 precision) and needle roller supports for vibration damping. Power: 5–15 kW per spindle, enabling low-speed (20–50 m/s peripheral speed) operation to minimize heat-affected zones in sensitive metals.
- Machine Frame: Thermally symmetric cast iron (HT300) base for rigidity, minimizing deflection under loads up to 500 kg. Gantry or vertical designs (e.g., for brake discs) incorporate torque motors for precise Z-axis control.
- Coolant and Filtration: Closed-loop system with 100–500 L capacity, filtering to 10 μm to prevent abrasive contamination. Essential for metalworking to avoid oxidation or burr formation.
3. Operational Parameters and Precision Capabilities
- Stock Removal and Tolerances:
- Thickness control: ±0.001–0.005 mm.
- Parallelism/Flatness: 0.001–0.003 mm.
- Surface Finish: Ra 0.05–0.4 μm, suitable for sealing surfaces in machinery or bearing races in metalworking.
- Process Variants:
- Pass-Through Mode: Continuous feed for high-volume metal parts (e.g., washers, gears).
- Paddle/Stroker Mode: Oscillating action for ultra-precision on larger flats, creating arcing patterns for aesthetic or functional benefits.
- Profile Grinding: CNC programming for non-flat features, like serrations in tools.
- Material Compatibility: Optimized for metals (ferrous/non-ferrous) with hardness up to 65 HRC. For grinding sector applications, it handles superalloys or coated parts (e.g., hard-coated brake discs).
- Efficiency Metrics: Material removal rate: 0.5–2 mm³/s per wheel. Energy consumption: 10–20 kWh per hour. Minimal cleanup due to thin coolant residue.
4. Applications in Target Sectors
- Machinery Sector: Grinding guideways, mold bases, or hydraulic components for heavy equipment. Ensures flatness for alignment in assemblies, reducing vibration in CNC machines.
- Grinding Sector: As a specialized tool, it’s used by service providers for contract fine grinding of precision blanks, often integrated into lapping/polishing lines for hybrid processes.
- Metalworking Sector: High-volume finishing of automotive parts (e.g., brake discs via models like CMFK-DM500), aerospace seals, or electronic housings. Reduces pre-machining costs by 50% through efficient stock removal and stress relief.
5. Limitations and Considerations
- Requires skilled setup for wheel dressing and coolant management to avoid glazing or loading.
- Not ideal for very thick parts (>20 mm) or irregular shapes without custom fixturing.
- Maintenance: Regular wheel truing (every 500–1000 hours) and bearing checks to sustain precision.
In summary, this machine revolutionizes precision metalworking by combining automation, rigidity, and abrasive technology to deliver consistent, high-quality finishes at scale.