What is Clamping Plate Magnetic?
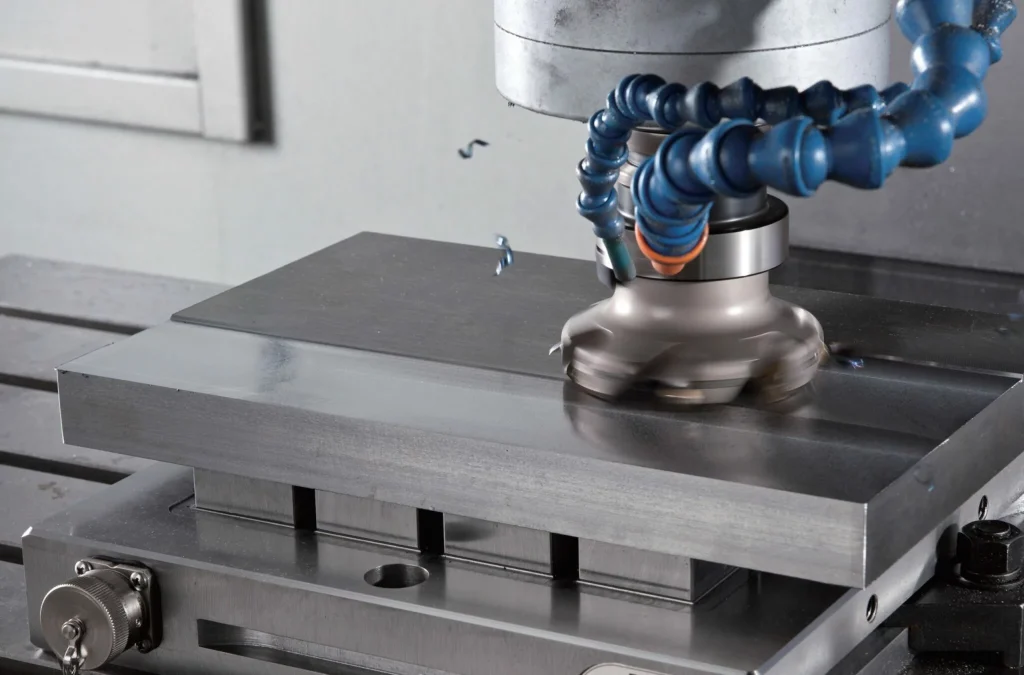
A clamping plate magnetic, commonly referred to as a magnetic clamping plate or magnetic chuck, is a specialized workholding device used in the metalworking sector to securely hold ferromagnetic workpieces during machining operations such as milling, grinding, turning, drilling, or EDM (electrical discharge machining). It consists of a flat plate embedded with an array of magnetic poles that generate a strong, uniform magnetic field to clamp the workpiece directly onto its surface without the need for mechanical vices, clamps, or bolts. This technology is particularly valued for enabling rapid setup, full-surface support, and access to multiple sides of the workpiece in a single setup.Types of Magnetic Clamping PlatesMagnetic clamping plates are categorized based on their magnetization mechanism, each suited to different applications in metalworking:
- Permanent Magnetic Clamping Plates:
- Utilize high-strength permanent magnets, such as neodymium (NdFeB) or alnico, embedded in a steel body to create a fixed magnetic field.
- Activation/deactivation is achieved mechanically (e.g., via a lever or knob that rotates internal pole pieces to align or misalign the magnetic flux paths).
- Technical Characteristics:
- Holding force: Typically 100–150 N/cm² (e.g., pole pitch of 1.4 mm + 0.5 mm non-magnetic gap, with a magnetic field height of ~5 mm).
- No external power required, making them energy-efficient and safe for prolonged use without heat generation.
- Pole configuration: Often fine-pole (transverse or radial) for thin workpieces (<1 mm thick) or square-pole for larger parts.
- Wear limit: Pole plate erosion up to 6 mm before remanufacturing.
- Limitations: Cannot be fully deactivated without mechanical intervention; suitable for lighter-duty grinding or polishing where high precision is needed but switching frequency is low.
- Electromagnetic Clamping Plates:
- Employ electromagnets (coils wound around iron cores) powered by direct current (DC) to generate a controllable magnetic field.
- Activation involves applying voltage (e.g., DC 110–220 V), which energizes the coils to produce north-south pole pairs.
- Technical Characteristics:
- Holding force: Up to 200 N/cm², adjustable via current control for varying workpiece sizes.
- Uniform field distribution across the plate, minimizing vibrations during high-speed machining.
- Requires continuous power during clamping, leading to potential heat buildup (mitigated by duty cycles or cooling).
- Pole spacing: Typically 10–25 mm, with full-steel construction for shielding and corrosion resistance from cutting fluids.
- Limitations: Power failure can release the workpiece (unless fail-safe designs are used); not ideal for battery-powered or remote operations.
- Electro-Permanent Magnetic (EPM) Clamping Plates (Most Common in Advanced Metalworking):
- Hybrid system combining permanent magnets (e.g., NdFeB for high flux) with alnico magnets (for flux reversal), controlled by short electrical pulses.
- In the “on” state, a brief current pulse (e.g., 10–30 ms at 110–400 V DC) aligns the magnetic domains to project the field outward, clamping the workpiece. In the “off” state, a reverse pulse redirects the flux internally, demagnetizing the surface.
- Technical Characteristics:
- Holding force: 100–620 N/cm² (e.g., 70 mm pole diameter yielding 6200 N per pole), maintained without continuous power—only pulses for switching.
- Safety: Retains full clamping force during power outages, as the permanent magnets dominate once set.
- Pole technology: Square poles (e.g., 11–25 mm pitch) for even distribution, or radial/cross-pole for ring-shaped or thin parts; IP67-rated for coolant resistance.
- Switching time: <1 second, enabling quick changeovers (e.g., 3 minutes for full die swaps in stamping).
- Construction: Full-steel body with no resin fillers, allowing machinability; magnetic field penetrates 5–10 mm into the workpiece.
- Advantages Over Others: Balances power efficiency of permanent magnets with controllability of electromagnets; no heat during operation, ideal for CNC integration.
Technical Operation and PrinciplesThe core principle relies on magnetic induction and flux paths in ferromagnetic materials (e.g., steel workpieces with high permeability μ > 1000). The plate’s surface features alternating north (N) and south (S) poles, creating closed magnetic flux lines (B-field) that loop through the workpiece, generating attractive force via Lorentz force (F = B × I × L, but in static terms, it’s the gradient of magnetic potential energy).
- Flux Density (B): Typically 0.8–1.2 Tesla at the pole face, dropping sharply beyond 5–10 mm to prevent interference with nearby tools.
- Holding Force Calculation: F = (B² × A) / (2μ₀), where A is the contact area, μ₀ is vacuum permeability (4π × 10⁻⁷ H/m). For a 100 cm² area at 1 T, F ≈ 4000 N (400 kgf).
- Pole Design: Transverse (linear) for flat plates, radial for rotary chucks; extensions (e.g., pole caps) adapt to irregular shapes, ensuring >70% contact for optimal force.
- Deformation-Free Clamping: Unlike mechanical clamps, the distributed force avoids point loads, reducing workpiece distortion (<0.01 mm) and vibrations (damping via full support).
- Integration: Mounted on machine tables (e.g., CNC mills) via T-slots or zero-point systems; customizable sizes (e.g., 125×250 mm to 400×800 mm) with reference elements for repeatability (±0.005 mm).
Applications in the Metalworking Sector
- Milling and CNC Machining: Holds large/thin plates for 5-sided access without repositioning; e.g., EEPM chucks for pallet systems in horizontal mills.
- Grinding and EDM: Fine-pole plates for precision on small parts (e.g., carbide tools); uniform field prevents “chatter” marks.
- Turning/Lathes: Radial-pole rotary chucks for rings or shafts, supporting high-speed operations up to 3000 RPM.
- Stamping and Die Clamping: Quick die changes on presses; magnetic platens (e.g., 50 mm thick) clamp dies with 100–500 kN total force, reducing setup from hours to minutes.
- Other: Welding fixtures, deburring, or mold changes in injection molding (adapted for metal dies).
Advantages and Considerations
- Benefits: Setup time reduced by 80–95%; improved safety (no pinch points); enhanced precision and surface finish; accommodates irregular/porous parts.
- Limitations: Only for ferromagnetic materials (non-magnetic like aluminum require adapters); initial cost higher (though ROI via productivity); demagnetization needed post-use to avoid residual fields.
- Maintenance: Pole resurfacing every 6–12 months; electrical checks for EPM systems.
This technology, pioneered in the mid-20th century and advanced with rare-earth magnets, is integral to Industry 4.0 for automated, flexible metalworking.





