What is Centrifugal Disc Finishing Grinder?
A centrifugal disc finishing grinder, more commonly referred to as a centrifugal disc finisher or centrifugal disc finishing machine, is a high-energy mass finishing device used in manufacturing and metalworking to deburr, polish, grind, and refine the surfaces of small to medium-sized parts. It leverages centrifugal force generated by a rapidly rotating disc to accelerate the abrasive action between parts and finishing media, achieving results 10-30 times faster than traditional vibratory or tumbling finishers. This machine is particularly effective for processing batches of robust components, such as stamped, machined, 3D-printed, or jewelry parts, where aggressive surface refinement is needed without excessive manual intervention. It is not a standalone “grinder” in the sense of a handheld rotary tool but a batch-processing system that combines grinding (material removal) with polishing for uniform surface finishes.The term “grinder” in this context highlights its capability for coarse grinding and deburring, but the machine’s versatility allows it to perform a range of operations from heavy burr removal to mirror-like polishing. It was developed as an evolution of earlier mass finishing technologies, introduced in Great Britain in 1969 and refined in Germany by 1998, to address the need for faster processing while maintaining precision and compatibility with automation.Technical ExplanationCore Principle and MechanicsThe centrifugal disc finisher operates on the principle of centrifugal force to create intense, controlled abrasion between parts and media. Unlike vibratory finishers, which rely on low-amplitude oscillations, or barrel tumblers, which use gravity and rotation in a closed container, this machine generates high G-forces (typically 6-8 G, or up to 10 times the intensity of vibratory systems) through a spinning disc. This force propels the mixture of parts, abrasive media, and compounds (e.g., water-based solutions) in a dynamic, vortex-like motion, ensuring uniform contact and efficient material removal or surface enhancement.Key mechanical components include:
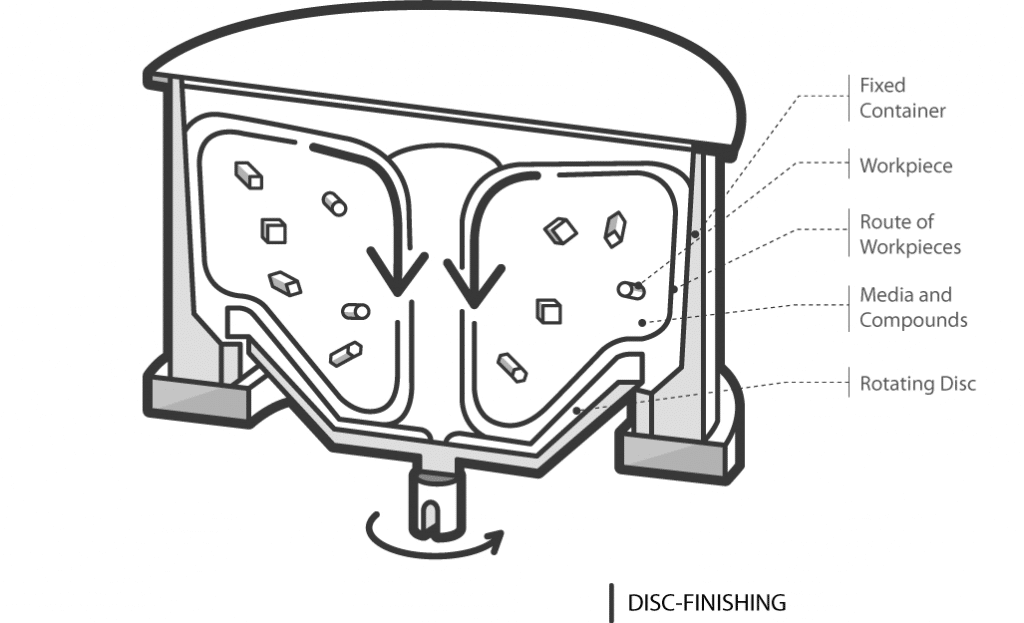
- Bowl/Chamber: A cylindrical or bowl-shaped container with stationary side walls, usually lined with hot-poured polyurethane (a durable, wear-resistant elastomer) to minimize friction losses and protect parts from damage. The open-top design facilitates easy loading/unloading and integration into automated production lines. Bowl sizes range from small benchtop models (e.g., 4-8 liters) to larger floor-standing units (up to 120 liters or more), with capacities for processing parts from 0.2 mm to medium sizes (e.g., up to 50 mm in diameter).
- Rotating Disc: Positioned at the bottom of the bowl, this is the primary driver of the process. Made from robust materials like steel or composite, it spins at variable speeds (typically 500-1500 RPM, controlled by a variable frequency drive or electromagnetic governor) to generate centrifugal acceleration. The disc’s surface is often textured or lined for optimal “grip” on the media mixture, following flow technology principles to direct the mass upward.
- Drive System: Powered by heavy-duty motors (e.g., from brands like Nord or Siemens), often with PLC (Programmable Logic Controller) integration for precise speed and cycle control. The system includes safety features like twist-gap adjustment for fine-tuning the gap between the disc and bowl walls, which affects processing intensity.
- Media and Compounds: Abrasive media (e.g., ceramic, plastic, or steel shapes like triangles, spheres, or pins) is loaded in a 3:1 ratio to parts by volume. Compounds (lubricants or chemicals) are added to reduce friction, cool the process, and enhance finishing (e.g., for brightening or rust prevention). The media-to-parts ratio ensures even distribution without overloading.
Process Workflow
- Loading: Parts, media, and compound are manually or automatically loaded into the open-top bowl. For optimal results, the fill level is about 70-80% of the bowl capacity to allow free movement.
- Activation: The disc rotates, creating a centrifugal force that lifts the mixture upward along the stationary bowl walls. Gravity then causes it to cascade back down toward the center, forming a continuous rolling and shearing motion. This “propel-and-fall” cycle generates high-pressure contact points, where media particles abrade the part surfaces.
- Physics Involved: The centrifugal force Fc=mω2rF_c = m \omega^2 r
F_c = m \omega^2 r(where ( m ) is mass, ω\omega\omegais angular velocity, and ( r ) is radius) dominates, simulating 6-8 times Earth’s gravity. This results in relative velocities between media and parts far exceeding those in vibratory systems (up to 30x greater throughput). The stationary walls provide a counterforce, enhancing shear and compression for grinding. - Processing time: Typically 10-20 minutes per cycle, compared to 2 hours in vibratory finishing for similar results (e.g., reducing a 2-hour vibratory process to 12-15 minutes).
- Physics Involved: The centrifugal force Fc=mω2rF_c = m \omega^2 r
- Finishing Actions:
- Deburring and Grinding: Coarse media removes burrs, flash, and machining lines through high-energy impact and shear.
- Radiusing/Edge Breaking: Rounds sharp edges uniformly.
- Polishing and Surface Improvement: Finer media and compounds achieve smooth, mirror-like finishes (e.g., Ra values < 0.1 μm) by reducing surface roughness.
- Flow-through drainage systems allow continuous water/compounds circulation for cooling and waste removal.
- Unloading and Separation: Semi-automatic or automated systems (e.g., with vibratory screens or robotic arms) separate parts from media. Options include twist-gap unloading or integrated separation units to minimize downtime.
- Cycle Control: Timers and sensors monitor process parameters. Post-processing may include rinsing, drying (via centrifugal dryers), or inspection.
Advantages and Technical Specifications
- Efficiency: 10-30x faster than vibratory or tub finishers due to high-energy action; ideal for high-volume production (e.g., 80% reduction in hand-deburring time).
- Precision and Versatility: Suitable for materials like metals (brass, steel, aluminum, titanium, stainless steel), alloys (Kovar, Inconel), plastics, and 3D-printed parts. Achieves consistent finishes across batches, with minimal part-on-part contact to avoid damage.
- Automation Compatibility: Open design supports inline integration, JIT (Just-In-Time) production, and robotics. Multi-chamber models (1-4 bowls) allow parallel processing.
- Limitations: Best for small/medium robust parts; not ideal for very delicate, thin (<0.2 mm), or large components due to high forces. Requires proper media selection to avoid over-finishing.
- Typical Specs (varies by model, e.g., from manufacturers like Inovatec, ALMCO, or Walther Trowal):
- Bowl Volume: 8-120 liters.
- Motor Power: 1-5 kW.
- G-Force: 6-8 G.
- Speed Range: 300-1800 RPM.
- Certifications: Often ISO 9001 and CE compliant.
Applications
- Industries: Aerospace, automotive, jewelry/watchmaking, medical devices, electronics, and 3D printing post-processing.
- Specific Uses: Deburring stamped parts, polishing jewelry for mirror finishes, radiusing precision components, removing oxide layers, and preparing surfaces for coating.
In summary, the centrifugal disc finishing grinder represents a high-performance evolution in mass finishing technology, combining centrifugal physics with engineered abrasion for rapid, precise surface refinement. For custom applications, consulting a manufacturer for free sample processing is recommended to optimize media and parameters.





