What is Decoiler Expansion Mandrel?
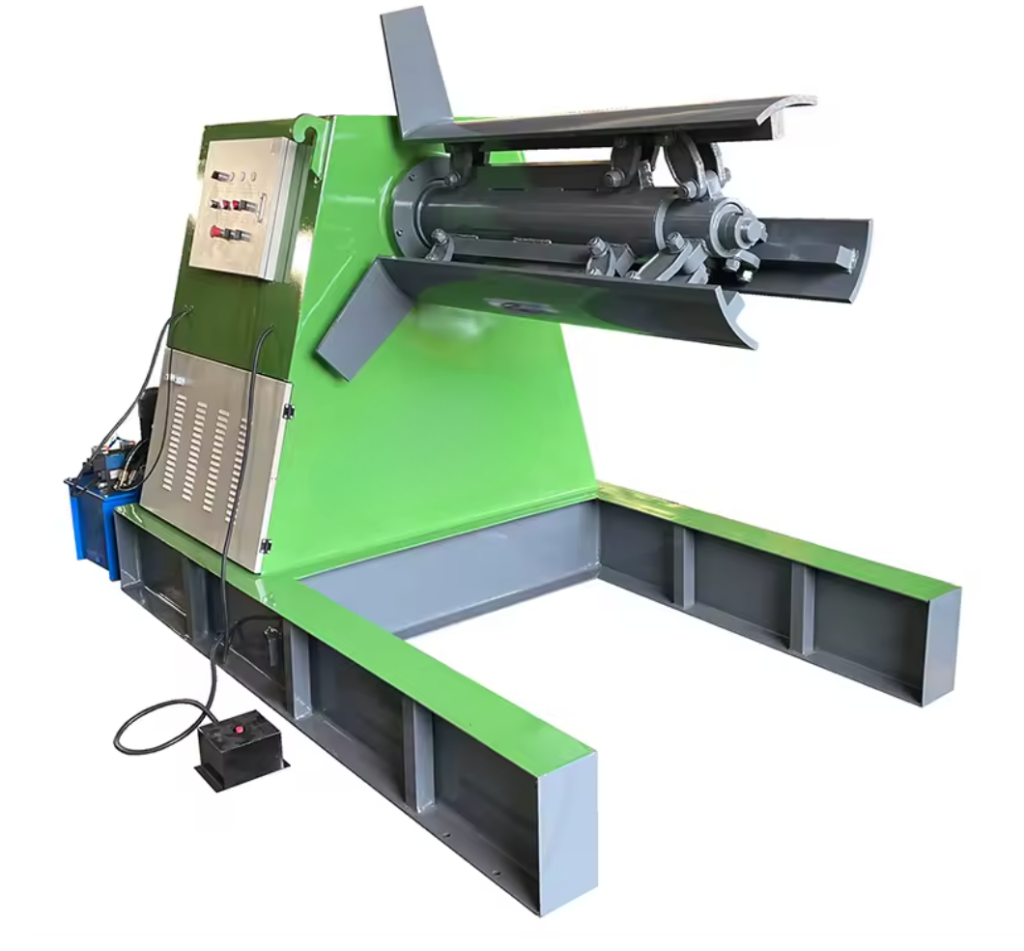
In the sheet metal sector, a decoiler expansion mandrel (also known as an expanding mandrel or expandable mandrel) is a critical component of a decoiler (or uncoiler) machine. It serves as the core spindle or shaft that securely grips and supports the inner diameter (ID) of a coiled sheet metal strip, enabling controlled unwinding for downstream processing such as stamping, slitting, roll forming, cutting, or bending. The “expansion” aspect refers to the mandrel’s ability to radially increase or decrease its effective diameter, allowing it to adapt to varying coil sizes while providing a firm, friction-based hold to prevent slippage during uncoiling. This design is essential for handling heavy, high-tension metal coils (e.g., steel, aluminum, or copper) that can weigh 5–15 tons or more, with inner diameters typically ranging from 450–530 mm and outer diameters up to 1400–1500 mm.Decoilers equipped with expansion mandrels are integral to coil processing lines, where raw metal coils are converted into flat sheets or strips. Without this mechanism, coils could slip, leading to material damage, production halts, or safety hazards. The technology ensures precise tension control, uniform feeding speeds (up to 300 feet per minute or 15 m/s in high-speed lines), and compatibility with automated systems like straighteners or feeders.Technical Explanation for the Sheet Metal SectorCore Components and DesignThe expansion mandrel is typically a cylindrical assembly mounted on the decoiler’s arbor (a heavy-duty shaft supported by Timken or similar high-load bearings for rotational stability). Key elements include:
- Mandrel Body (Drum or Barrel): The main hollow shaft, often made of forged steel or high-strength alloy for durability under loads exceeding 10 tons. It features external segments called leaves, tiles, blades, or lugs (usually 3–5 in number, symmetrically arranged). These segments are connected via linkages, inclined planes, or rods to allow radial movement. The body diameter is fixed but expandable from a contracted state (e.g., 400 mm) to an expanded state (e.g., 508–610 mm) to match coil IDs.
- Expansion Mechanism: This is the hallmark of the “expansion” mandrel, enabling adjustable gripping. Common types include:
- Manual Expansion: Suitable for light-duty applications (coil weights <3 tons). A hand crank or removable handle rotates a central screw or pushes a support rod via a linkage system, forcing the leaves outward. This is cost-effective but labor-intensive and limited to lower speeds (e.g., <200 FPM or 1 m/s).
- Pneumatic Expansion: Uses compressed air (typically 4–6 bar) to actuate pistons or cylinders that extend the leaves. Ideal for medium-duty coils (3–5 tons), offering faster adjustments than manual but less force than hydraulic.
- Hydraulic Expansion: The most common for heavy-duty sheet metal processing (5–15+ tons). A hydraulic cylinder (powered by a 2.2–5 kW pump at 100–200 bar pressure) drives a central shaft or piston through the mandrel’s bore. This pushes tapered cones or wedges against the leaf linkages, causing uniform radial expansion (e.g., 50–100 mm increase). The system includes valves for precise control, ensuring even pressure distribution to avoid coil deformation. Hydraulic setups often integrate with a power pack for automated sequencing.
- Support and Safety Features:
- Coil Car Integration: A motorized or hydraulic coil car transports the coil to the mandrel, aligning it for insertion. Once loaded, the mandrel expands to grip the ID.
- Hold-Down Arm or Pressing Device: A hydraulic arm with a rubberized or toothed wheel applies downward pressure (up to 5 tons) on the coil’s outer diameter to prevent “telescoping” (uncontrolled uncoiling) and ensure stable feeding.
- Loop Control and Tensioners: Sensors (e.g., photoelectric or ultrasonic) monitor the material loop between the decoiler and downstream equipment, adjusting mandrel rotation speed via a variable-frequency drive (VFD) motor (1–3 kW) to maintain constant tension and prevent tight loops or slack.
- Bearings and Base: The mandrel rotates on heavy-duty bearings within a welded steel base frame, designed for vibration damping and alignment precision (±0.5 mm).
Working PrincipleThe process leverages mechanical and fluid dynamics principles for reliable operation:
- Loading Phase: The coil is positioned via the coil car. The mandrel is contracted to fit inside the coil’s ID. For hydraulic systems, the cylinder retracts, pulling the leaves inward.
- Expansion and Gripping: Activation (manual crank, pneumatic valve, or hydraulic solenoid) extends the leaves radially. Friction between the expanded leaves and the coil’s inner surface (enhanced by surface texturing or rubber liners) creates a clamping force (F = μ × N, where μ is the coefficient of friction ~0.3–0.5 for steel-on-steel, and N is the normal force from expansion). This secures the coil without damaging the material, accommodating tolerances in coil ID (e.g., ±10 mm).
- Uncoiling Phase: The decoiler’s motor rotates the mandrel (clockwise or counterclockwise, depending on coil orientation) at controlled speeds. As the sheet metal unwinds, back tension from downstream processes (e.g., straighteners) is balanced by the mandrel’s torque (up to 500 Nm). The expansion maintains grip throughout, compensating for slight ID variations due to material elasticity or wear.
- Unloading Phase: After processing, the mandrel contracts, and the remaining coil (or scrap) is removed. In double-mandrel designs, one mandrel uncoils while another loads, minimizing downtime.
Mathematically, the required expansion force can be estimated using hoop stress principles: σ = (P × r) / t, where σ is the allowable stress of the mandrel material (~400 MPa for steel), P is internal pressure from expansion, r is radius, and t is wall thickness. This ensures the mandrel withstands radial loads without failure.Types of Expansion Mandrels in Sheet Metal Applications
- Single Mandrel: Standard for most lines; one mandrel handles loading/unloading sequentially. Used in cut-to-length or slitting lines for coils up to 10 tons.
- Double Mandrel: Two parallel mandrels for non-stop operation; one expands/uncoils while the other loads. Common in high-volume press feeds or roll forming, with hydraulic expansion for quick changes (<30 seconds).
- Cone or Tapered Mandrel: Leaves form a conical shape for self-centering; suited for narrower coils (<600 mm width).
- Heavy-Duty Variants: For thicknesses >3 mm, featuring reinforced tiles and higher-pressure hydraulics (up to 250 bar).
Advantages in the Sheet Metal Sector
- Versatility: Handles diverse coil specs (e.g., widths 300–1500 mm, weights 1–20 tons), reducing the need for multiple machines.
- Precision and Efficiency: Maintains feeding accuracy (±0.1 mm), speeds up to 15 m/min, and integrates with PLC controls for automation, boosting throughput by 20–50% in lines like automotive panel forming or HVAC duct production.
- Safety and Durability: Prevents coil ejection or slippage; hydraulic systems include overload protection. Lifespan exceeds 10 years with proper maintenance (e.g., lubrication of cylinders).
- Cost Savings: Minimizes material waste and labor; manual types start at ~$350 for 5-ton capacity, while hydraulic models range higher but pay off in high-volume settings.
In summary, the decoiler expansion mandrel is a robust, adaptable device that transforms coiled sheet metal into processable strips through precise radial adjustment and controlled rotation. Its hydraulic-dominant designs dominate heavy industrial use, ensuring reliability in demanding environments like automotive, construction, and aerospace manufacturing. For custom applications, factors like coil weight, speed, and integration with straighteners should guide selection.





