22/09/2025
What Industry Experts Recommend Before Purchasing a Pre-Owned / Second-Hand / used Hufford A-10 Extrusion Stretch Wrap Forming Press Machine?
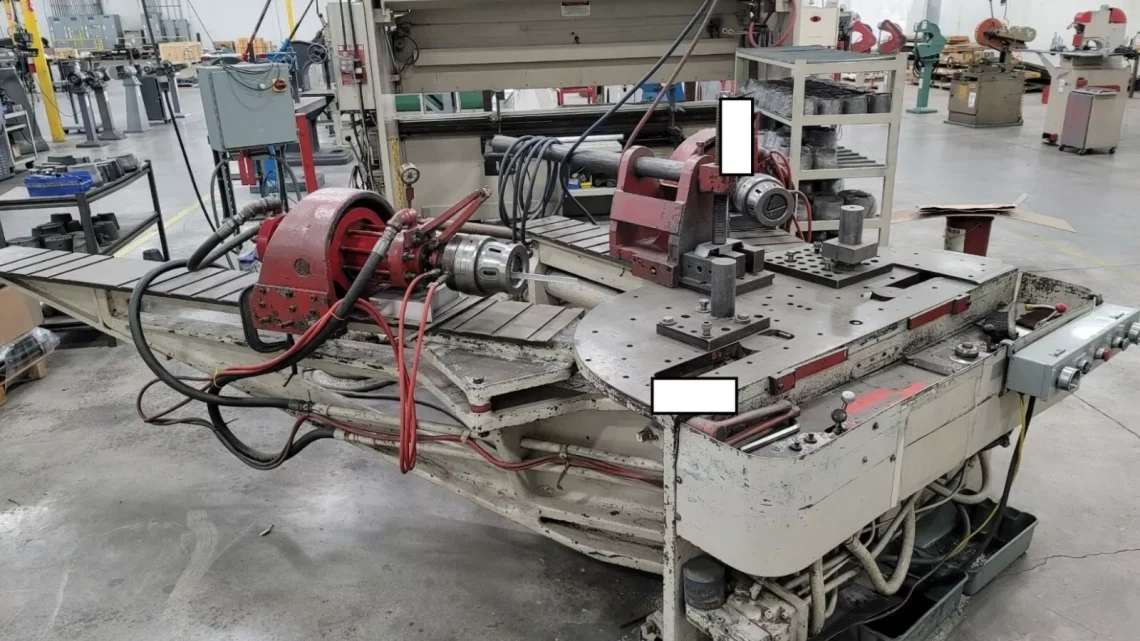
If you are looking at a used Hufford A-10 Extrusion Stretch / Wrap Forming Press, experts recommend a thorough technical, mechanical, and economic evaluation. Below is a detailed guide (with specifics for the A-10 model) to help you assess whether the machine will meet your needs and whether the purchase is a good investment.
Key Specifications of the Hufford A-10 (for baseline comparison)
Here are the published specs for the Hufford A-10, so you know what you should expect (or check whether what you see matches):
| Spec | Value |
|---|---|
| Forming (stretch wrap) capacity / nominal tonnage | ~ 17.5 tons |
| Table dimensions (working surface) | 30″ × 65″ |
| Table height (floor to table) | ~ 35-36″ |
| Maximum part length (with standard arm) | ~ 219″ (≈ 5.56 meters) |
| Minimum part length (with tension cylinders fully extended) | ~ 10″ |
| Tension cylinder stroke | ~ 18.5″ each |
| Max operating pressure for tension cylinders | ≈ 2,000 PSI |
| Max die height | ~ 20″ |
| Max die length at 180° wrap | ~ 68″; min also ~ 20″ at 180° wrap |
| Required floor space (approx) | ~ 23’6″ × 14’11″ front-to-back |
Knowing these gives you what to compare-against when you inspect the used machine.
What Industry Experts Recommend Checking / Verifying
When evaluating a used Hufford A-10 (or any stretch/wrap forming press), these are the areas to examine carefully:
1. Structural and Mechanical Condition
- Frame & Base Integrity
Check for warping, cracks, corrosion, or repair patches in the frame, beams, die table. Any structural weakness will lead to misalignment, deflection under load, inconsistent stretching, or wrapping errors. - Table flatness & surface
The die table (30×65″ here) must be flat, without bends, gouges, wear. If die clamps or tooling are anchored here, surface defects will affect fit and finish. - Jaws / Extrusion Grips
Inspect the jaws (here often hydraulic, 4″ in diameter) for wear, alignment, sealing, hydraulic leakage. If the jaws have irregular surfaces or have been damaged, grip might slip or deform parts. - Tension Cylinders / Stroke Actuators
Because the A-10 relies on tension cylinders with ~18.5″ stroke at ~2,000 PSI, check that cylinders are free of pitting, scoring, that rods are straight, seals intact, no unusual leakage. Confirm stroke length is full and that pull/push forces are still as specified. - Arm Movement & Wrap Rotation
The machine arms which wrap or swing must move freely, smoothly, with full motion (swing back, swing forward, wrap/rotation). Any binding or asymmetric movement will reduce uniformity of forming.
2. Power / Hydraulic / Pneumatic Systems
- Operating Pressure Levels
Confirm hydraulic (or pneumatic, if applicable) systems reach the required pressures, are stable under load. If pumps are weak, or valves leaking, system may not achieve specified tonnage. - Hydraulic Pump / Motor Condition
Listen for unusual noise, check hydraulic fluid condition (contaminants, water, viscosity). Check filters. Motor bearings, coupling condition. - Controls & Sensors
Even if controls are simple push-buttons, check that limit switches, pressure sensors, stroke indicators, safety interlocks work properly. For example, ensuring that when wrap hits full 180° rotation, it stops properly; that jaws open/close reliably; that there are clear signals if hydraulic pressure drops or if load is exceeded.
3. Wear & Maintenance History
- History of Use
Ask how many hours or forming cycles the machine has done. What kinds of materials (E.g. aluminum vs steel, temper conditions) were formed. If used heavily with harsh materials, wear will be greater. - Maintenance records
Have wear parts (jaws, cylinders, seals) been replaced regularly? Any major repairs or overhauls? Was the machine stored/used in controlled environment (dust, moisture, temperature)? Was it idle for long periods (which can degrade seals, lubrication)? - Tooling & Dies
Check if the required dies are included and their condition. Dies often custom-made; if old/damaged/not included, replacing can be costly. Gullies or wear where the extrusion contacts die faces must be inspected.
4. Performance Testing / Trial Runs
- Form sample parts
Bring or use parts similar to what you will form. Check the results: accuracy (dimension, wrap angle, bend angles), surface finish (wrinkles, stretch marks), any distortion. - Measure force vs displacement
See if the machine’s pull (tension cylinder cylinders) reach near specified force, and measure whether there is slip or sudden compliance. - Check die wrap accuracy
For the 180° wrap (if that’s used), check that the wrap is uniform without gaps, overlaps, or misalignment.
5. Safety & Compliance
- Guards, safety shields, emergency stop buttons: important because forming/stretching machines pose risks from wrap rotation, wrap snap-back, jaw clamping, etc.
- Electrical safety: wiring, switches, panel condition. Does voltage rating match your facility? If machine is wired for 440 V (or 480 V), make sure you have compatible power or transformers.
- Hydraulic system safety: pressure relief valves, emergency stop on hydraulic operation. Leak containment.
- Machine meets local regulatory standards (CE, etc.), especially if importing or installing under local / EU / Turkish rules.
6. Logistics, Installation & Operating Costs
- Transport & Installation
Machine weight (often ~13,000 lb / ~5-6+ tons for A-10 listings) plus size of crate, shipping, customs, rigging, foundation, alignment. Check whether the site can handle size and weight (floor load, ceiling height, access doors). - Utility requirements
Electrical power (voltage, phase, amperage), hydraulic oil type, cooling needs, compressed air (if used), floor space for auxiliary equipment (power units, pumps). Also consider consumables (dies, jaws, seals, hydraulic fluids). - Spare parts availability & cost
Are critical spare parts (jaws / grips, cylinders, dies, seals, pumps) still available? OEM vs aftermarket? Lead times? If parts are old models, might be expensive or long lead times to get replacements. - Training / Operator skill
Operating a stretch/wrap forming press with control of tension, wrap angle, die rotation often requires skill. If old machine has manual controls, look for ease of adjustment, usability. - Resale / Life span
How long can you expect this machine to operate usefully (given its current condition)? A machine with little wear and properly maintained can last decades, but one neglected may need major investment soon.
7. Cost / Return on Investment (ROI)
- Compare cost of used machine + refurbishment + shipping + installation vs cost of a newer or refurbished machine.
- Estimate yield: how many parts per hour, scrap rate, changeover time, uptime.
- Consider whether any upgrades (e.g. CNC / digital controls, better sensors, safety) are required (and cost them in).
- Consider depreciation, maintenance cost, energy consumption.
Specific Risks / Red Flags for the Hufford A-10
Based on its design & typical use, you should pay special attention to these:
- Jaw synchronization & alignment: Since long extrusions (up to ~219″) are being stretched, any misalignment between jaws will cause twist, skew, or slippage in the part.
- Tension cylinder performance: These do a lot of the “stretch” work; if seals are leaking or rods are bent/ scored, you’ll lose force and precision. Also, the return stroke and pull must be smooth; jerky motion can damage parts or the machine.
- Die wrap accuracy: The machine is designed to wrap up to 180°. The wrap must match die geometry, and the wrap arms must rotate correctly. If wrap mechanics are sloppy or worn, the part wrap might deviate, causing misfit or mis-shape.
- Safety of jaw hydraulics: If jaws are hydraulic clamping, check that clamping force is even, no drift, that hydraulic lines are in good shape. A sudden loss of clamp under load can be dangerous and damaging.
- Condition of hydraulic / fluid power-pack: Because this press depends on hydraulics, an aging pump, worn valves, or dirty fluid will degrade performance. Check for noise, overheating, fluid leakage.
- Obsolete controls or parts: Some older Hufford machines may use older, less supported controls or custom parts that are hard to replace. Upgrades may be needed, adding cost.





