Technical Evaluation Guide: How to Identify a Quality Used, Secondhand, Pre-Owned, Surplus FANUC Robocut ALPHA α-1IB Wire EDM Machine made in Japan
1) Machine Overview
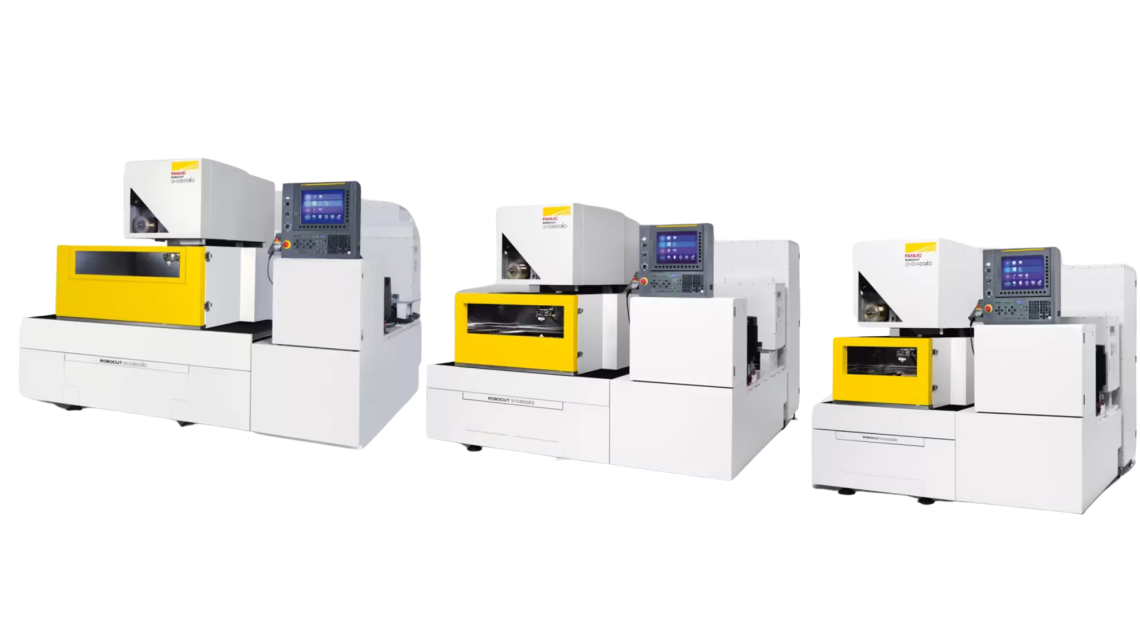
The FANUC Robocut α-1iB Wire EDM is a precision electrical discharge machining system built for fine contouring, mold manufacturing, and high-accuracy tooling. Manufactured in Japan, it’s known for its stable discharge control, rigid cast-iron frame, and CNC 31i-WB control, enabling micron-level cutting accuracy on hardened steel, carbide, titanium, and other conductive materials.
With a robust automatic wire threading system (AWT), submerged cutting capability, and intelligent thermal control, the α-1iB remains one of the most sought-after mid-size wire EDMs in its class.
2) Key Technical Specifications
Feature
Specification
What to Verify
Workpiece Capacity
800 × 700 × 250 mm, 1000 kg
Confirm table flatness and tank sealing
X / Y / Z Travel
370 / 270 / 255 mm
Move full stroke, check smoothness
U / V Travel
±60 mm
Confirm taper motion and parallelism
Wire Diameter
0.1 – 0.3 mm
Check wire guide alignment and wear
Wire Feed Rate
2–12 m/min
Verify feed motor function
Max Taper Angle
±15° / 100 mm
Test alignment and compensation accuracy
Generator Type
FANUC α-i Series Digital Pulse Generator
Inspect spark stability and waveform display
Control
FANUC 31i-WB CNC
Boot time, alarm log, and parameter integrity
Dielectric Tank Capacity
630 L
Check for leaks and water flow clarity
3) Mechanical & Structural Integrity
Machine Bed and Columns: Verify no cracks, rust, or coolant corrosion; the bed should remain level and vibration-free.
Work Tank & Cover: Check the stainless steel tank for dents or leaks. Inspect the sliding doors and automatic rise/lower mechanism.
Linear Guides and Ball Screws: Move each axis across the full stroke — feel for uniform motion. Listen for servo noise indicating wear or contamination.
Table Flatness: Place a precision straightedge on the table surface; deviation must be ≤ 0.005 mm per 300 mm.
Dielectric System: Examine the pump, filters, and resin bottles — water should remain clear and resistivity between 15–20 MΩ·cm for optimal discharge.
4) Wire Drive & Automatic Threading System (AWT)
Component
Inspection Focus
Acceptable Condition
Upper & Lower Guides
Ceramic or ruby inserts
Free of chipping or wear
Wire Drive Rollers
Surface finish
Smooth, no grooves
Tensioner Assembly
Pressure consistency
Within ±5 %
AWT System
Threading speed & reliability
≥ 90 % success rate
Wire Feeder Nozzle Alignment
Optical inspection
Concentric with guides
Wire Contact Assembly
Cleanliness
No carbon buildup
Tip: A worn or misaligned wire feed path is the #1 cause of cutting inaccuracy on used EDMs. Always request a threading test using a 0.25 mm brass wire before purchase.
5) Generator & Discharge Performance
Parameter
Typical Value
Evaluation
Discharge Stability
Continuous spark at low current
Observe live waveform on screen
Peak Current Control
Adaptive feedback active
Confirm via diagnostics menu
Pulse Width / Off-time
Stable under varying gaps
No arc instability
Wire Break Frequency
≤ 1 break per 4 hours (typical)
Measure during sample cut
Surface Finish Capability
≤ Ra 0.2 µm
Run fine finish cycle on tool steel
Corner Accuracy
≤ ±0.003 mm
Square test cut validation
6) CNC Control & Electronics
FANUC 31i-WB Controller: Boot-up time < 60 seconds; no “SRVO-” or “PARA-” alarms. Check memory card slot, USB, and Ethernet ports.
Screen & Input Devices: Verify touchscreen calibration, hard key response, and CRT/LCD brightness.
Alarm History: Review logs for repeated servo faults, discharge short-circuit errors, or AWT jams.
Parameter Backups: Ensure NC parameters, macros, and pitch error compensation tables are backed up via CF card.
Servo Drives & Fans: Check cabinet temperature (< 40°C during run); all fans must operate.
7) Motion & Accuracy Verification
Test
Method
Acceptable Limit
Positioning Accuracy (X/Y)
Laser interferometer
±0.002 mm / 300 mm
Repeatability
10× same path test
±0.0015 mm
Squareness (X–Y)
Test cut block
≤ 0.003 mm
Taper Accuracy (U/V)
±15° test on 100 mm
≤ 0.01 mm
Wire Offset Compensation
Software check
Corrected automatically
Cutting Speed Test
100 mm steel block
≥ 100 mm²/min typical
8) Dielectric System & Filtration
Water Cleanliness: Measure resistivity and temperature. High contamination reduces cut stability.
Filters & Resin Bottles: Replace every 150–200 hours of cutting. Check flow meters and return lines.
Chiller / Heat Exchanger: Maintain dielectric temperature ±0.5 °C from ambient for precision cuts.
Pump Sound / Flow: No cavitation or noise — consistent delivery rate required.
Workpiece Flushing: Verify top and bottom nozzles deliver uniform pressure and coverage.
9) Typical Wear & Failure Points
Worn Wire Guides: Leads to taper and accuracy drift.
AWT Line Moisture: Causes failed threading cycles.
Clogged Filters / Resin: Leads to unstable spark gap and slow cutting.
Servo Amplifier Errors: “SV0361” or “SV0382” faults — possible axis encoder failure.
Pump Cavitation: Low dielectric flow and inconsistent pressure.
Tank Seal Leakage: Water seepage at door gaskets or drain.
10) Documentation & Verification to Request
Document
Purpose
OEM Build Sheet
Confirms model, travel, and configuration
Machine Usage Hours
Determines pump and AWT life expectancy
Calibration Report
Proves geometry and positioning accuracy
Preventive Maintenance Log
Validates filter, pump, and chiller service
FANUC Control Backup
Ensures parameter recovery after power loss
Electrical & Hydraulic Schematics
Required for diagnostics
Test Cut Certificate
Confirms current cutting accuracy
11) Acceptance Criteria Summary
Parameter
Target Value
Verification
Positioning Accuracy
±0.002 mm
Laser calibration
Repeatability
±0.0015 mm
10× cycle test
Surface Finish (Ra)
≤ 0.2 µm
Sample cut
Squareness
≤ 0.003 mm
Test block
Wire Break Frequency
≤ 1 / 4 hr
Continuous cutting test
AWT Success Rate
≥ 90 %
Threading cycle
Water Resistivity
≥ 15 MΩ·cm
Conductivity meter
Noise Level
< 70 dB(A)
Under load
Dielectric Temp. Stability
±0.5 °C
Chiller readout
12) High-Value Features That Add Worth
FANUC Auto Wire Threading (AWT) with Jet Assist
Digital Generator (α-i Series) for ultra-stable discharge control
High-Speed Resin and Filter Unit Upgrade
Built-in Chiller and Temperature-Controlled Dielectric Tank
Auto Power Control (APC) for consistent rough-to-finish transitions
Macro Libraries & 3D Offset Functions
Glass Scale Feedback (on high-precision variants)
Low Power Consumption Mode (ECO Function)
13) Red Flags — Avoid If
Frequent wire break alarms or erratic spark pattern.
Damaged AWT unit or missing wire path components.
Leaking dielectric tank or faulty pump.
Worn or cracked ceramic wire guides.
Missing FANUC backup files or locked CNC parameters.
Excessive rust, corrosion, or resin contamination inside tank.
Evidence of oil mixing in dielectric water.
14) Buyer’s Quick Checklist
✅ Serial number & year of manufacture verified ✅ Control boots cleanly without alarms ✅ Wire guides and rollers in good condition ✅ AWT test completed successfully ✅ Sample cut accuracy within ±0.002 mm ✅ Chiller maintains stable temperature ✅ Filters and resin recently replaced ✅ Electrical cabinet clean and dry ✅ Manuals, backup files, and calibration report included
Pro Tip
A well-maintained FANUC Robocut α-1iB should demonstrate consistent spark stability, smooth wire feeding, and precise cutting even during long unattended runs. Always request a live threading and test cut demonstration on hardened steel. Machines with recent dielectric system overhauls, generator calibration, and AWT service records offer the best reliability and resale value.