Smart Buyer’s Guide: How to Choose the Right Pre-Owned, Used, Secondhand, Surplus CNC Equipment Before Purchasing Ernault Somua Cholet 550 Universal Lathe made in France
Here’s a Smart Buyer’s Guide tailored for evaluating a pre-owned / used / surplus Ernault Somua Cholet 550 Universal / Center Lathe (or similar heavy conventional / semi-automatic lathe). Because this is a “universal / heavy” lathe (not a CNC multitasker), the checklist emphasizes mechanical integrity, wear, alignment, and any added automation.
First I list known spec ranges for the Cholet 550 so you know what “normal” is, then a detailed inspection & evaluation checklist, key risk zones, acceptance criteria, pricing/valuation strategy, negotiation tips, and what to do after purchase.
1. Baseline / Reference Specifications of Cholet 550 (What “Good” Should Be)
Before visiting a candidate, you should have reference benchmarks. Below are specs collected from used-machine listings and datasheets to guide your expectations. These can vary by version / year / accessory, so treat them as ballpark zones, not absolutes.
| Specification | Typical Value / Range | Notes / Source |
|---|---|---|
| Center height / point height | ~ 250 mm | “Centre height: 250 mm” in datasheet. |
| Max swing over bed | ~ 500 mm – 550 mm | Many adverts list “Ø over bed 500 mm” |
| Max swing over cross slide / carriage | ~ 310 – 312 mm | A listing gives “Ø over cross slide 310 mm” l |
| Spindle bore / through hole | ~ 52 mm | Multiple ads list “spindle bore 52 mm” |
| Distance between centers | variable — e.g. 1,000 mm to 1,800 mm | One data sheet: 1,000 mm between centers other ads 1,600 mm |
| Spindle speed range | 32 – 1,600 rpm (and a low range variant) | E.g. 32 to 1600 / 16 to 800 speeds (18 speeds) |
| Power / Motor requirement | ~ 7.4 kW (or ~8.5 kW in some) | One listing: “spindle motor power 7.45712 kW” another “Power: 8.5 kW” |
| Bed width | ~ 384 mm | One listing “bed width 384 mm” under “Cholet 550 KH4” |
| Travel of cross / longitudinal slides | (advertised in some listings) | E.g. one datasheet gives “travel Y (support) 350 mm etc.” |
| Tailstock quill travel | ~ 120 mm | In datasheet: “tailstock quill adjustment: 120 mm” |
These numbers give you a target to compare what the specific machine offers / has degraded to.
Also note that older lathes were often retrofitted with DROs (digital readouts), threading gearboxes, steady rests, gap-beds, power feeds, etc., so expect variation.
2. Inspection / Evaluation Checklist (What to Check On-Site)
Here’s a detailed checklist. Bring measurement gauges, straight edges, dial-test indicators, micrometers, your own test parts, and possibly a trusted machinist. Mark each item as OK / borderline / fail.
| Subsystem / Area | What to Inspect / Test | Acceptable Condition / Red Flags |
|---|---|---|
| Documentation & History | Manuals (gear charts, lubrication, parts exploded views), maintenance logs, repair history, retrofits / upgrades, schematic diagrams | Full documentation is a plus. No documentation is a risk (you may not know past repairs). |
| Frame, Bed & Structure | Visual inspection for cracks, weld repairs, distortions, warped bed, bent surfaces, cracked base or support | Any structural repairs or warping are red flags. The bed must be rigid and straight. |
| Bed Ways / Guideways | Use a long straightedge / level / surface plate / test indicator to check flatness and wear across the bed; feel for dips / wear zones; use a stiff gauge to check sag | Acceptable wear only within your tolerance. Deep grooves, depressions, or flattening are major problems |
| Cross Slide / Carriage / Tool Slide | Move carriage across full travel, feel for binding or tight zones, test backlash, consistency, smoothness; inspect dove-tail slides for scoring or edge wear | Smooth motion without significant “hard spots” or binding. Excessive play or scoring is a problem |
| Feed / Nut / Lead Screw & Gear Train | Inspect all screws and nuts for backlash or play; check gear mesh, alignment, lubrication; test rapid traverse (if functional) | Backlash should be minimal. Worn nuts / screws or misaligned gears are serious. |
| Spindle & Bearings | Rotate spindle by hand (no load) and with moderate load (if possible); test for noise, stiffness; measure run-out of spindle bore using test bar; check bearing backlash | Minimal noise, smooth motion. Run-out within acceptable tolerance. Bearing slop or noise is a red flag. |
| Spindle Drive / Motor / Gearbox | Inspect drive motor, belts / couplings / gearbox (if any), examine alignment, vibration, heating | Drive system should run clean, no unusual vibration, minimal heating, no misalignment |
| Chuck / Workholding | Inspect chuck and jaws: run-out when mounted, grip consistency, jaw condition; check chuck mount, run-out on face; inspect tailstock alignment & quill | Chuck run-out should be low; jaws should grip consistently. Worn or damaged jaws reduce precision |
| Tailstock & Center | Move tailstock quill through travel; inspect alignment of tailstock to bed / spindle; check for play; test locking mechanism | Tailstock must align properly; no excessive play in quill or looseness in locking |
| Gearbox / Threading / Change Gears | If the lathe has threading or change-gear attachments, test all feed rates and thread functions; inspect gear teeth, backlash, noise | All feeds and thread pitches should engage smoothly without harshness or binding |
| Power Feed / Lead / Cross Feed Mechanisms | If equipped, test power feeds (longitudinal / cross) across full range; check smoothness, consistency, and vibration | Feeds should be smooth and stable. Any jerky or erratic feed is suspicious |
| DRO / Readout / Instrumentation (if present) | Verify that digital readouts / position indicators (if fitted) are functioning and accurate by checking motion vs actual movement | If DROs are inaccurate or nonfunctional, you lose a key advantage |
| Cooling / Lubrication / Chip Removal | Inspect coolant pump, piping, nozzles, sump; lubrication oil lines to slides and gearbox; chips / chip pan; cleanliness; check for leaks | Cooling and lubrication must work reliably. Leaks, blockages, or contamination are warning signs |
| Electrical / Control (if has power feeds, possibly CNC addons) | Inspect wiring, switchgear, motors, control boxes, fuses; check how power feed controls / switches operate and wiring integrity | Wiring should be clean and original. Burnt wires, splices, or corrosion are risks |
| Run / Test Operation | Run a test cut or turning operation with representative material; check surface finish, cutoff behavior, concentricity, part accuracy | The machine must produce parts within your tolerance. Poor finish, chatter, or inaccuracy is critical |
| Thermal Stability / Long-Run Test | Run the lathe for an extended period and monitor any drift in alignment, temperatures of bearings or drives, loosening of bolts | If geometry drifts over time, internal problems or lack of stability exist |
| Spare Parts / Accessories | Ask what accessories, chucks, steady rests, toolposts, backup parts, spare bearings the seller will include | A good set of accessories and spare parts adds much value |
| Acceptance / Trial | Request a short acceptance or test period (e.g. you test with your parts after delivery) | Always beneficial. If seller refuses, risk is higher |
3. Key Risk Areas & “Hidden Trouble Spots” for Heavy Universal Lathes
Because these machines are older, heavy, and often abused over time, some failure modes are common:
- Bed wear / sag / twist — repeated use can cause wear zones or bending in the bed.
- Slide / carriage wear — dove-tail slides are vulnerable to scoring or edge chipping.
- Worn lead screws / nuts, backlash — especially after many hours of use.
- Spindle bearing degradation — e.g. looseness, noise, overheating, especially under load.
- Misalignment between headstock and tailstock — after transport or abuse, alignment may shift.
- Geartrain wear, backlash in gears / change gears — may slip under load.
- Chuck / jaw wear — jaws lose grip accuracy over time.
- Cooling / lubrication neglect — old, dirty coolant or lack of lubrication accelerates wear of guides and gears.
- Electrical / motor / wiring aging — wires may have degraded insulation, bad connectors, or prior splicing.
- Hidden past repairs / welds — structural welds or repairs to bed, cross slide, or carriage might indicate past damage.
- Lack of maintenance / neglect — many old machines have missing grease lines, clogged passages, or forgotten repairs.
- Control / power feed failure — older electrics may be nonfunctional or difficult to repair.
These are the weak points to scrutinize heavily.
4. Acceptance Criteria & Thresholds
Before inspection, define your “go / no-go” tolerances, based on what your parts demand. Examples:
- Spindle bore run-out: ≤ X micrometers
- Carriage / slide backlash: ≤ Y micrometers
- Bed straightness / flatness deviation: within your tolerance over test length
- Part turning accuracy: within your spec in test pieces
- Chuck run-out: acceptable for your parts
- Feeds / threading function all correct
- Motor / drive operation smooth under load
- Thermal drift limited over e.g. 1 hour test
- Cooling / lubrication systems operational
- Structural and mechanical integrity — no critical defects
- Electrical systems safe and functional
- Spare parts / accessories included
- Documented defects and repair allowances
If any critical threshold is violated, either negotiate strongly or reject.
5. Valuation & Pricing Strategy
When evaluating asking price:
- Use comparable market prices of Cholet 550 lathes in similar condition (look at listings).
- Subtract estimated cost of repairs, alignment, refurbishment, parts replacement, shipping and installation.
- Add value for any included accessories (steady rests, chucks, faceplates, toolposts, spare parts).
- Include your risk premium (unknown defects) in your offer.
- Consider cost of downtime during commissioning / set-up.
- Verify that spare bearings, nuts, gear parts etc. are still available.
- If machine includes DRO or power feeds or upgrades, that can add value.
- If the seller is insisting “as-is, no return,” demand a deeper discount.
Your initial offer should leave margin for discovered defects.
6. Negotiation & Risk Mitigation Tactics
- Live test & demonstration: Bring a test piece or sample and ask seller to let you run cuts.
- Cold inspection: Inspect inside mechanicals and wiring when machine is powered off.
- Document defects & photos: Use your checklist, take photos, and share them with seller as negotiation leverage.
- Get test run videos / data: Ask for videos under load, measurements, etc.
- Conditional acceptance / return window: Try to arrange that you can reject or renegotiate after delivery test.
- Require spares / accessories: Insist that chucks, tails, toolposts, spare bearings or parts are included.
- Share transport risk: Make sure contractual responsibility for damage remains with seller until acceptance.
- Request baseline alignment or measurement data: So you can verify after delivery.
- Walk-away clauses: Be ready to decline purchase if critical issues appear onsite.
7. Post-Installation Checks & Commissioning
After you install the machine:
- Careful leveling, alignment, and skirting — ensure bed is level, headstock and tailstock aligned.
- Baseline measurement — use test bars, indicators, measuring tools to capture run-out, straightness, backlash, etc.
- Test parts / trial runs — run your actual parts and measure outputs.
- Thermal / long-run tests — let machine run for extended period and check drift.
- Lubrication and coolant validation — ensure all grease / oil / coolant lines working.
- Instrument checks / calibration — if DROs or scales are installed, calibrate them.
- Maintenance plan — schedule periodic checks, cleaning, adjusting, checking alignment.
- Spare parts stock — arrange critical spares (bearings, nuts, gears).
- Performance tracking — periodically re-measure test parts and compare to baseline to detect wear early.
8. Summary & Final Advice
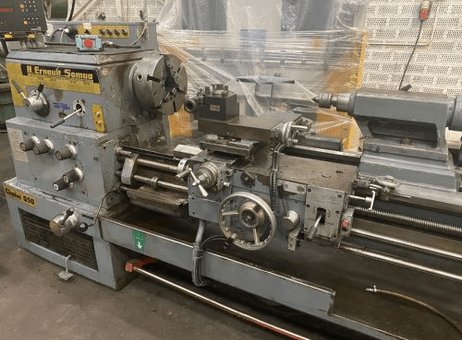
- The Ernault Somua Cholet 550 is a robust conventional / universal lathe. Knowing its approximate specs (250 mm center height, ~500 mm swing over bed, spindle bore ~52 mm, speeds up to ~1,600 rpm) helps you judge manufacturer claims.
- A used Cholet 550’s key value lies in the structural integrity of the bed / ways, spindle and bearings, slide / carriage wear, and the geartrain / feeds system.
- Use a systematic checklist focusing heavily on mechanical wear, alignment, drive systems, and test cuts.
- Define your acceptance thresholds in advance; don’t allow vague promises.
- Negotiate using documented defects; insist on spare parts, a test period, and transport-risk clauses.
- After installation, be rigorous in alignment, baseline measurement, test runs, and preventive maintenance.