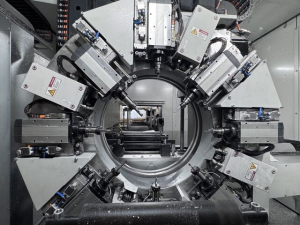
Industrial Insights: How to Spot Quality in Pre-Owned, Used, Secondhand, Surplus CNC Equipment Before Purchase Pietro Carnaghi AC 20 TM CNC Vertical Lathe made in Italy
Here’s a field-tested, industrial perspective on how to spot quality (and risks) when evaluating a Pietro Carnaghi AC 20 TM CNC Vertical Lathe (vertical turret / boring / milling variant) as a used / surplus machine. Use this as a due-diligence checklist and decision framework. I’ll begin with reference specs, then walk you through inspection steps, red flags, and decision logic.
Reference / benchmark specs & machine architecture
First, know what a good AC-series Carnaghi vertical lathe should be able to do. This gives you benchmarks against which to judge wear, deviation, or hidden damage. The following data is drawn from Carnaghi’s product lines and used listings.
Known / likely specifications (AC 20 TM / AC series)
- The Pietro Carnaghi AC series (single frame design) covers turning diameters from ~1600 mm to 3200 mm.
- For the AC20 (this being “20” in the model name), typical turning diameter ~ 2,000 mm (2 m)
- One used AC 20 TM 1800 listing gives: Max workpiece diameter 2,040 mm, turning height ~1,270 mm, ram stroke (Z) 1,250 mm, table speed range 1–320 rpm, table drive motor ~100 kW, drilling/milling spindle 37 kW, CNC Siemens 840 D, max workpiece weight 5,000 kg (per pallet/chuck)
- Another listing for AC20 TM gives faceplate Ø1,800 mm, swing ~2,000 mm, turning height ~1,270 / 1,120 mm, table speed up to 320 rpm, live spindle 3,000 rpm, etc.
- The Carnaghi architecture uses hydrostatic guide supports (in many AC / vertical lathes) to provide high rigidity and reduced wear.
- Carnaghi highlights in its vertical-lathe product pages that in their AC design, the column is mounted to the table base; the crossrail is sized for severe cutting; guideways use hydrostatic pockets to reduce wear and vibration.
Thus a “healthy” used AC 20 TM should still approach these published ranges (or slightly below, depending on wear) in diameter, height, rotational speed, power, and consistency.
What to inspect and test — detailed checklist & red flags
Below is a subsystem-by-subsystem checklist. Use it on-site: measure, listen, feel, stress-test where possible. Document deviations and note which subsystems carry more weight in your decision.
| Subsystem / Feature | What to Check / Test | What a Healthy Machine Should Show | Possible Red Flags / Warning Signs |
|---|---|---|---|
| Structure / frame / castings | Inspect columns, base, crossbeam, saddle, welds, cracks, distortions | No visible structural cracks or repair welds, uniform surfaces, no obvious deformations | Weld repairs in high-stress zones, cracks near supports, sagging columns, misaligned parts |
| Column / vertical motion guides | Move ram up/down, reverse direction, listen and feel for binding, jerking, measure backlash | Smooth, consistent vertical travel, minimal backlash, no “dead zones” | Binding, jumps, friction zones, high backlash, uneven motion, jerky reversals |
| Crossrail / saddle horizontal motion (if applicable) | Command horizontal motion, check for smoothness, backlash, stiffness | Smooth traverse across full span, minimal backlash, consistent behavior | Binding at edges, sag in mid-span, uneven behavior, stiff zones |
| Table / spindle / faceplate rotation | Rotate table, check for bearing noise, vibration, runout with test bar | Quiet operation, minimal vibration, low runout within microns, stable rotation | Knocking or grinding in bearings, high vibration, wobble, large runout on test bar |
| Table drive / motor power | Run at various speeds (low to max), monitor current draw, stability, thermal drift | Stable operation across speed range, no abnormal current spikes or thermal drift | Motor overload, instability at high rpm, overheating, sluggish behavior |
| Ram / vertical spindle (if milling / drilling head) | Move head up/down, test spindle RPMs in milling mode, measure runout, check mechanical play | Clean motion, accurate RPM, minimal runout, no slop | Sloppy spindle motion, vibration at high rpm, high runout, inability to hold position |
| Tooling / turret / tool magazine | Cycle tool changes, check indexing, check stability under load | Precise, repeatable changes, stable toolholding, no collisions | Tool drop, mis-index, slop, collision marks, inconsistent cycles |
| Feed drives / servo / motors | Run feed axis, acceleration / deceleration, reversals, watch for drive faults | Responsive axes, no alarms, stable traction and motion | Drive trips, axis stalls, overshoot, jitter, inconsistent acceleration |
| Control electronics / cabinet / wiring | Inspect wiring, clean cabinets, check fans, look for burnt wires; power up, review logs, I/O, parameter stability | Neat wiring, no burned components, stable control behavior, no persistent alarms | Burn marks, broken wires, fan failures, error logs, corrupted parameters |
| Thermal stability / drift | Warm up machine, then re-measure reference geometry / positions to detect drift | After warm-up, positions stable, minimal drift over time | Significant drift in measurements over time, hysteresis in motion |
| Accuracy / repeatability tests | Use gauge blocks, test bar, multiple points, repeat cycles | Repeatability within tight tolerances (e.g. few microns), consistent across envelope | Inconsistent repeat measurements, drift across the travel, nonuniform accuracy |
| Load / machining test | If possible, mount a workpiece and run turning, boring, milling cycles; monitor performance | Stable cutting, clean finishes, no unexpected chatter, axes hold contour | Chatter, poor finishes, tool deflection, errors or alarms under load |
| Control features / special functions | Verify interpolation, probing, offsets, backup/restore, CNC functions | All functions operate correctly, no disabled modules, stable performance in advanced cycles | Missing license features, control errors under complex motion, program failures, parameter corruption |
| Documentation / parts / spares availability | Ask for manuals, wiring diagrams, parts lists, spare modules, refurbishment records | Complete documentation, known sources for critical spares, history of rebuilds | Missing manuals, undocumented modifications, nonstandard or obsolete parts, no traceable spare support |
Special cautions / things to watch for (vertical lathe / turret context)
Because vertical lathes (vertical turret / boring style) introduce unique stressors, here are additional cautions:
- Bearing condition in vertical orientation: The spindle / table bearings carry large radial and axial loads—look for wear signs, lubrication issues, thermal expansion.
- Gravity load & preload: Vertical motion systems often rely on preload or hydrostatic support; if preload is lost or hydrostatic systems degraded, you might see binding or variation downward vs upward travel.
- Hydrostatic guide systems: Many Carnaghi machines (including AC series) employ hydrostatic (oil film) guide supports to minimize wear and vibration. Degradation in hydrostatic systems (leaking oil, worn pockets, contamination) is a slow killer.
- Structural alignment under load: Because the workpiece is often heavy, the machining forces may flex the structure. It’s wise to test under near-full load conditions if possible.
- Spindle / ram rigidity under torque: When milling or drilling in the lathe, the head / spindle must resist bending and torque without losing accuracy.
- Consistency between axes: Because vertical turrets often combine turning & milling modes, misalignment between axes (X, Z, C) is more critical.
How to interpret your findings & decision thresholds
After your inspections and tests, here’s how to decide whether a Pietro Carnaghi AC 20 TM is a viable purchase, demands heavy discount, or should be rejected.
- Separate cosmetic wear vs functional defects
- Surface rust, chipped paint, cosmetic damage are usually tolerable if mechanics are sound.
- But defects in bearings, structural cracks, vertical guide damage, spindle vibration are serious.
- Estimate repair / overhaul cost + risk buffer
- For each defect, get or estimate parts, labor, alignment, calibration, downtime.
- Your mark-down or discount must more than absorb these remediation costs.
- Check spare parts & support for Carnaghi / vertical lathes
- The value of such a machine heavily depends on availability of spindle bearings, guide systems, control modules, hydrostatic components, structural parts.
- If parts are rare or expensive in Türkiye, build risk premium into your pricing.
- Residual lifespan & maintenance burden
- If the machine already exhibits extensive wear or repair history, anticipate major future rebuilds.
- That should reduce your valuation accordingly.
- Control / electronics obsolescence risk
- Even a mechanically good machine is weaker if its CNC / control modules are obsolete or unsupported. Ensure control modules, parameter backups, firmware, and replacement electronics are available.
- Negotiate acceptance / trial run period
- Insist on a post-delivery acceptance window (e.g. 30–90 days) during which you can run real production parts and reject or demand fixes if performance is subpar.
- Allow for reinstallation & alignment after transport
- Moving such a machine often disturbs alignment, geometry, preload, etc. Always factor in time / cost for re-levelling, calibration, confirmation runs after installation.
- Weighted scoring / pass/fail logic
- Assign heavier weights to critical subsystems: spindle & bearing health, structural integrity, vertical guide performance, control electronics.
- Even if many subsystems are “good,” failure in a high-weight item may justify rejection or steep discount.