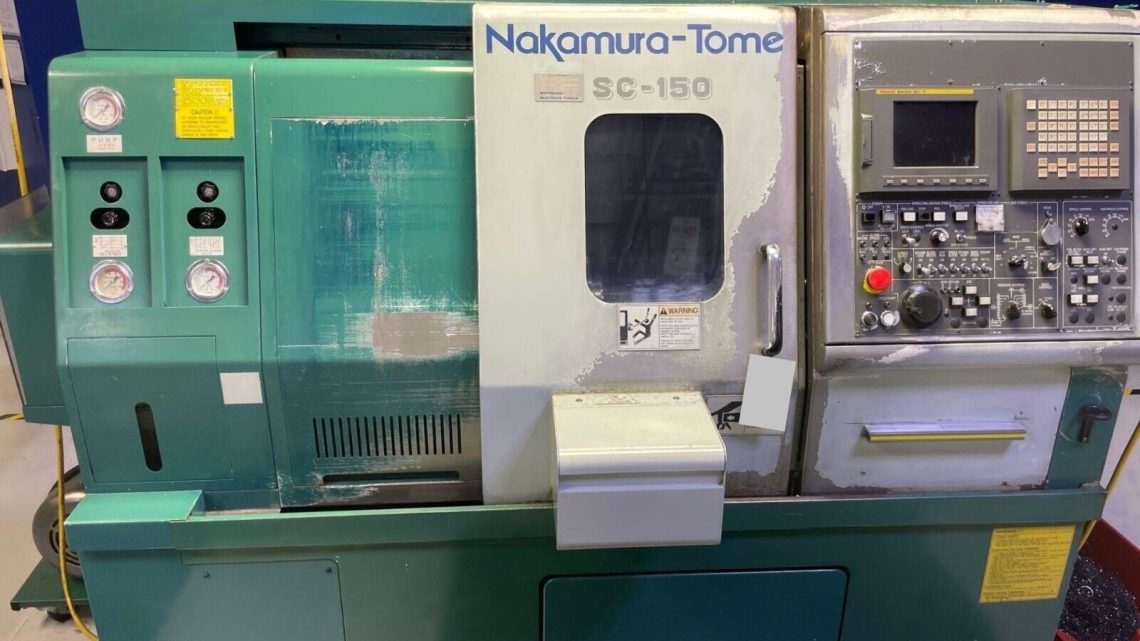
Avoid Costly Mistakes: Professional Tips for Purchasing a Pre-Owned / Second-Hand / used Nakamura-Tome SC-150M CNC Turning Center?
When you’re considering purchasing a used Nakamura-Tome SC-150M (or similar Nakamura turning center), you’re dealing with a precision machine that demands rigorous vetting. Below are professional tips—drawn from best practices in machine tool procurement—that help minimize risks and avoid expensive surprises.
1. Understand the Machine & Its Baseline Spec
Before visiting the seller, try to gather the as-built specification of the SC-150M (or closest model). You want to know what “normal” performance looks like (travels, spindle, tooling, control). This gives you a benchmark to identify exaggerations or hidden defects.
Key spec areas to research:
- Axis travels (X, Z, possibly Y or sub axes, if applicable)
- Spindle specifications: speed range, torque, power, taper, bore
- Turret / tool changer: number of stations, indexing type, driven tools / live tooling
- Rapid / feed rates
- Control type and version (Fanuc, Mitsubishi, OEM)
- Structural design: slide way types (box ways, linear ways, dovetails), rigidity, machine weight
- Auxiliary systems: coolant, chip removal, guarding, bar feed or sub spindle (if equipped)
- Typical tolerances for repeatability, axis accuracy, roundness, etc.
Knowing those specs gives you a “truth table” against which to check what the seller claims.
2. Documentation & Machine History
One of the biggest sources of risk is unknown wear, modifications, or neglect. Good documentation can dramatically reduce that risk.
Request from seller:
- Service / maintenance logs: history of lubrication, drive replacement, spindle servicing, etc.
- Repair invoices, parts replaced (especially major items like spindle, bearings, drives)
- Controller backups / programs / parameters: configuration files, tool offsets, macro programs
- Original manuals, wiring diagrams, schematic drawings
- Modification records: any retrofits, non-OEM parts, alterations to structure or electronics
- Hours / cycles logged (if available)
- Usage type & environment: Was the machine used in high-volume production, light duty, or harsh environments?
- Spare parts inventory: what comes with the sale (collets, turret inserts, spare cables, sensors, etc.)
If the seller cannot provide credible history, that should lower your confidence or your offer.
3. Visual & Structural Inspection
Even before powering it up, inspect the machine’s physical condition closely.
- Check castings (bed, base, headstock shell, turret housing) for cracks, weld repairs, distortions
- Inspect for corrosion, pitting, surface rust on slideways, ways, tool holders, turret faces
- Look at way covers, bellows, guards — damaged or missing covers often indicate internal abuse
- Ensure all guards, panels, fasteners are present and undamaged
- Look carefully for oil / coolant leaks, stains, or seepage around seals, pumps, spindle heads
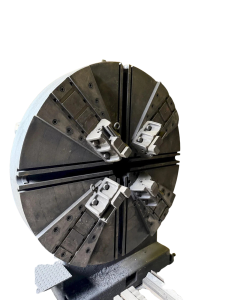
- Examine installed tooling, fixtures, chucks: wear, damage, misfitting parts can hint at rough usage
Structural issues are often expensive or impossible to fully remedy, so be cautious if you spot them.
4. Mechanical & Motion Inspection
This is where the real evaluation begins—testing axes, backlash, smoothness, noises, etc.
Axes & Slideways
- Jog each axis across full travel (X, Z, optionally Y) at low and medium speeds. Feel for irregular motion, stiffness, rough spots, or binding.
- Use a dial indicator to measure backlash (reverse direction play). Excessive backlash is a sign of worn nuts, screws, or mechanical slack.
- Watch for “soft spots” or zones where the motion feels not uniform — this can point to worn ways or underlying alignment issues.
- Listen for squeaks, grinding, or rubbing sounds while moving axes.
- Inspect ball screws / lead screws and nuts for wear, pitting, or longitudinal play.
- Check that lubrication systems to slides / screws are intact (oil lines, pumps, distribution) and functioning.
Spindle & Toolholding
- Run the spindle at multiple speeds (low, mid, high) with no load. Listen for humming, bearing noise, vibration or unsteady behavior.
- Use a test bar or mandrel: measure radial and axial runout (turn 360°) with a dial indicator.
- Inspect the spindle taper / interface for damage, scoring, wear, or misalignment.
- Check tool change cycles (if auto tool changer or turret): time, consistency, repeatability.
- If there are live tooling / driven tools, test them (no load) and monitor for vibration, smooth operation, and any electrical anomalies.
Turret / Tool Changer
- Cycle the turret through many index operations; watch for hesitation, misalignments, or indexing errors.
- Verify tool pocket fit / clearance; check for looseness or side play.
- If there is a servo or cam indexing system, listen for noise or signs of wear.
- If driven tools are in pockets, test their rotation (no work load) for smoothness and runout.
5. Electrical, Control & Software Inspection
Even a perfectly mechanical machine is useless if the electronics or control are faulty.
- Open the control / electronics cabinet: inspect for dust, burn marks, discoloration, corrosion, loose wires
- Check for missing modules, drives, power supplies, communication cards, labels
- Power up the control: check for error or fault history, alarm logs, boot issues
- Test all switches, pushbuttons, emergency stop, panel indicators, displays, encoders
- Cycle the machine (without cutting) under control, monitor for any overheating, faults, or anomalies
- Verify control interface (parameter menus, memory backup, program load / save) is fully functional
- If possible, get the CNC parameters / configuration files to inspect for tampering or customization
6. Geometric & Accuracy Tests
These are critical to assess whether the machine is still within usable precision tolerances.
- Use a reference surface or granite plate and dial indicator to check flatness / straightness of slide movement
- Measure squareness (e.g. X to Z, turret axis to spindle axis) with test indicators or precision gauges
- Tram the spindle / head if adjustable, to ensure its axis is correctly aligned with the work axis
- If feasible, run a “test cut”: a finish pass on a known material, then measure features (diameter, straightness, concentricity, surface finish) in multiple positions (beginning, mid, end of travel)
- Compare before / after repositioning cuts (to gauge repeatability)
- At extremes of travel and mid-range, test dimensional performance—discrepancies often get worse near travel limits
7. Hidden Costs & Risk Items to Assume
Even a machine that “looks good” may need investments. Identify and budget for them ahead of time.
- Spindle rebuild or bearing replacement
- Lead screw / nut replacement or refurbishment
- Way reconditioning / scraping / alignment work
- Control or drive electronics replacement / upgrade
- Cable harness replacement or repairing aged insulation
- Retrofits or modernization (if parts obsolete)
- Calibration, alignment, certification
- Transport, rigging, leveling, foundation work
- Downtime during setup / tuning
Also consider the availability of spare parts. Some controllers or OEM parts may no longer be easily sourced.
8. Negotiation & Deal Structuring to Protect You
- Always visit in person (if possible) with your inspection checklist and tools
- Insist that the machine be run in your presence: full axis movement, spindle, turret, test cuts
- Propose contingent payment: hold a portion until after successful acceptance test
- Require that all documentation, electrical drawings, parameter backups, manuals be delivered with the machine
- If feasible, negotiate a short-term warranty (30–90 days) on major systems (spindle, control, drives)
- Ask that any known issues be disclosed in writing, so you’re not surprised later
- If possible, get some training / setup / calibration assistance from the seller or third party
9. Know the Red Flags That Warrant Walking Away
Certain issues are too dangerous or too expensive to accept without major discounts or risk.
- Seller refuses your thorough inspection or access to motion tests
- Excessive backlash, binding, irregular motion, or stiffness in axes
- Spindle makes noise, shows vibration or unacceptable runout
- Turret indexing errors, misalignments, or refusal to index cleanly
- Electrical cabinet is in poor shape (burn marks, missing modules, corrosion)
- Control software or parameters are corrupted or inaccessible
- Critical modules or drives are missing, or parts are undocumented
- Prior modifications are improperly done (welds, misaligned retrofits)
- Parts are so obsolete or rare that maintenance would become impractical