Avoid Costly Mistakes: Professional Tips for Purchasing a Pre-Owned / Second-Hand / used DS Technology ECOSPEED 2500 CNC 5-Axis Horizontal Machining Center
Here is a professional, experience-based checklist & set of warning flags to guide you when evaluating a pre-owned / second-hand DS Technology (DST) ECOSPEED 2500 (or similar “Ecospeed / 5-axis horizontal / travelling column” style) horizontal machining center. Because this is a complex 5-axis machine (with moving column / head, pallet, etc.), you need to dig deep. I also draw on published DST / ECOSPEED technology descriptions to anticipate its features.
Use this as a decision support tool—if a candidate machine fails too many critical checks, walk away or demand a major discount or remediation.
Background & Expected Capabilities (Benchmarking)
Before you inspect a candidate, know roughly what DST / ECOSPEED machines tend to offer, so you can spot exaggerations or mis-specs.
From promotional and technical literature:
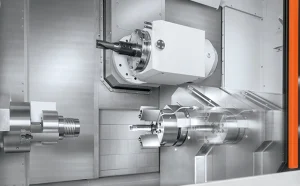
- The Ecospeed family uses a travelling column machine design (i.e. the column moves, not necessarily the table) with a parallel kinematic “Sprint Z3” head concept.
- It is designed for high dynamics, 5-axis simultaneous machining, often for large aluminum aero-structure parts.
- Typical attributes:
• The head has three linear drives and lever arms to articulate tilt (A/B axes) while maintaining high stiffness.
• Spindle speeds in some DST / ECOSPEED machines are high (e.g. the example “Ecospeed 2500 HMC” listing cites 30,000 rpm)
• The advertised machine: table size ~ 98 × 59 (inch) (i.e. ~2,489 × 1,499 mm) on one listing.
• The control in that listing is Siemens. - Newer ECOSPEED F variants (by Starrag / DST group) use a fixed column + similar head concept, with a 30,000 rpm spindle of 120 kW and envelope of ±45° in A/B axes.
Thus, when you inspect a used ECOSPEED 2500, expect (in ideal or near-ideal condition) high-speed spindles, good dynamics, full 5-axis capability, and fairly advanced controls. If a machine claims features wildly outside that (e.g. ultra-high r/min, extremely large travels) without proof, be skeptical.
Inspection & Evaluation Checklist
Here is a structured breakdown of what to check, test, and insist upon. For clarity, I group by subsystem. For a machine this advanced, skipping any of these is risky.
1. Documentation, provenance & pre-screening
Before traveling, try to secure as much as possible in writing, so you arrive better prepared.
- Serial number, build year, and model revision. Also any retrofit history (e.g. head rebuild, control upgrade).
- As many of the following as possible: mechanical drawings, electrical schematics, wiring diagrams, control manuals, parts lists, past maintenance logs, alignment/calibration records.
- CNC control version, software backups, parameters, macro programs, custom code, compensation tables.
- Videos of the machine in operation: 5-axis motion, tool changes, spindle on, actual cutting, head tilts.
- Ask the seller for a “walk-through” demo under no load (just motion) to identify immediate red flags (vibrations, groans, binding).
- Ask for details about the last few years of use: workload type (light finishing vs heavy roughing), parts material (aluminum, steel, etc.), number of shifts, any crash events, incidents, power outages, etc.
- Check whether spare parts are still available for DST / ECOSPEED systems in your region.
- Evaluate whether local service support (mechanical, control, spindle) is feasible where you are.
If the seller cannot supply credible documentation or balks at giving video/demo, that is an early warning.
2. Structural & mechanical inspection
Because the mechanical base, guideways, head, and moving column are the hardest to correct later, give them priority.
a) Castings, frame, base, moving column
- Inspect all major structural surfaces (bed, rails, column, moving portions) for cracks, welds, repaired castings, signs of distortion, or past collision damage.
- Use long straightedges, levels, optical alignment methods to check for twist, warp, or bending in reference surfaces.
- Inspect the guide surfaces where the column (or table) moves for wear zones, groove formation, pitting, corrosion.
- Check for symmetry: if one side is more worn, it may indicate a misalignment history or overload.
b) Guideways / linear rails / slides / carriages
- Move each axis over full travel (X, Y, Z, and any head tilts) slowly and carefully; detect zones where motion is rough, sticky, or jumps (stick/slip).
- Check adjustment/gib screws, preload systems, shims, their condition and whether they function smoothly.
- Inspect rail surfaces for scoring, linear wear, edge rounding, or contamination.
- Examine protective covers, scrapers, wipers, bellows or shields: broken or missing guards allow debris ingress, which is a lifelong damage source.
c) Ball screws / leadscrews / drive transmissions / backlash
- Reverse direction in small increments in each axis (X, Y, Z, and any rotational axes) and measure backlash with a precision dial indicator or better. In 5-axis, even small backlash in A/B axes matter.
- Feel for nonuniform friction or binding zones along travel—areas where motion is harder may indicate local wear or damage.
- Check coupling alignment, motor-to-screw connectivity, check for looseness or misalignment in drive shafts or linkages.
- Inspect nut housings or bearing supports for runout, looseness, or play.
d) Head / spindle / parallel-kinematic head (Sprint Z3 style or equivalent)
- Mount a test bar or alignment tool and measure radial & axial runout. For machining centers, even a few microns of error is significant.
- Rotate the spindle (unloaded) across its speed range, listening/feeling for bearing noise, vibration, or instability.
- Run the spindle for a while and check for temperature anomalies or hot zones (use IR thermometer).
- Examine the interface (taper, collet, coupling) carefully for cracks, wear, keyway damage, or misassemblies.
- Because ECOSPEED uses a parallel-kinematic head concept, test how smoothly the head can articulate / tilt in the A/B axes, and whether the motion is accurate, repeatable, and without backlash or slack in the lever/link system. These mechanical linkages are often the weakest point in used machines.
e) Tool magazine, tool change, and ATC systems
- Cycle the ATC (tool changer) many times; watch for mis-indexing, skipping, jams, slow or sticky action.
- Inspect magazine rails, pockets, slides, and actuators for wear, looseness, or binding.
- Check tool mounting repeatability (i.e. when a tool is changed, is its position consistent).
- Evaluate blow-off, lube, air-blast, safety interlocks, magazine sensors, and interface communication.
f) Coolant, lubrication, hydraulic & pneumatic systems
- Check coolant pumps, piping, filters, cleanliness of coolant, signs of rust, sludge, leaks.
- Inspect lubrication (grease or oil) systems and confirm that all sliding surfaces are being fed. Missing or blocked lubrication is a major cause of wear.
- Test hydraulic / pneumatic subsystems (axis clamps, head locks, sub-axis actuators) for leaks, pressure stability, actuation speed and repeatability.
- Examine hoses, fittings, seals, valves for brittleness, corrosion, or past repairs.
- Ensure chip removal, splash guards, chip conveyors, and flushing paths are intact and effective.
3. Electrical, control & CNC subsystem evaluation
Even great mechanicals are worthless if the control system is unreliable or obsolete.
- Power the machine up gradually (with partial voltages or protective circuits) to detect any burnt smells, tripped breakers, or short circuits.
- Inspect wiring harnesses, cable trays, connectors, terminal blocks: look for brittle insulation, cracked sheathing, past splice repairs, heat damage.
- Boot the CNC / control; verify that the interface, display, diagnostics, memory, and backups function.
- Jog individual axes in manual/MDI: check response, smoothness, acceleration, deceleration, reversals.
- Test multi-axis coordinated moves (X + Y + Z + A/B) to see if the machine holds synchronization without stutter or jerks.
- Confirm feedback systems (encoders, linear scales, resolvers) give stable, noise-free signals, with no dropout or glitching.
- Test limit/home switches, interlocks, safety circuits, E-stops, emergency stops, overtravel protection.
- Verify that all software, parameter backups, compensation tables, custom macros, and any license dongles are transferred.
- For older or customized control systems, check if replacement modules or board sets are still available or manufacturable in your region.
If control hardware is near end-of-life or spare parts are extremely hard to source, that’s a very high risk.
4. Functional test under load / acceptance trials
You must see the machine perform real machining tasks (5-axis moves, tool changes, full envelope) under realistic conditions.
- Bring or ask for a representative test part (or series of parts) and tooling that approximates your intended workload.
- Execute a full 5-axis machining run: include simultaneous interpolation in multiple axes, complex moves, tilts, transitions.
- Monitor for stalling, vibration, deviations, lags, or axis desynchronization.
- Perform return-to-zero / repeatability tests (move away & return, measure deviations).
- After cuts, inspect parts for geometric tolerances: flatness, surface finish, positional accuracy, angular error in features requiring A/B tilts.
- Run extended cycles to monitor thermal drift—as the machine warms up, does alignment drift?
- Perform tool changes mid-program to test magazine, repositioning, and repeatability under full load.
- Test peripheral systems: coolant on/off, flushing, chip removal, head tilt under coolant flow, collisions with fixtures, etc.
- If the machine has pallet changers or part handling systems, test their operation, timing, repeatability, and any mechanical clearing.
If the seller refuses real performance tests or limits you to idle runs, that is a red flag.
5. Geometry, alignment & calibration
Given the complexity and multi-axis nature, alignment matters more in 5-axis machines.
- Request past alignment / calibration data (laser, ballbar, interferometry).
- Use your own metrology (or hire a specialist) to check:
• Squareness of linear axes
• Straightness over full travel
• Repeatability and backlash in each axis
• Angular accuracy in A/B axes (tilt error, homing repeatability)
• Orthogonality between spindle axis and rotational axes - Check whether the control supports geometric compensation or error mapping (and whether compensation tables are correct).
- If alignment is off, assess how much effort and cost is required to realign, and whether the mechanical structure allows it.
6. Spare parts, serviceability & future upgrade path
One of the greatest risks in buying advanced used machines is parts unavailability.
- Confirm availability (or remanufacturability) of critical spares: linear drives, precision rails, head link arms, spindle bearings, control modules, amplifier boards, encoders, adapters, coolant pumps, etc.
- Ask whether DST / ECOSPEED / Starrag group (or successor firms) still provide service, parts, or refurb support.
- Check whether third-party or aftermarket support houses are familiar with ECOSPEED systems in your country/region.
- Evaluate whether retrofitting new controls, spindles or future upgrades (if control becomes unsupported) is feasible with this mechanical platform.
- Ensure tooling, fixtures, head attachments, and accessories exist / can be sourced.
- Confirm that swap modules (backup electronics, amplifier boards, drives) might be available or in stock.
If many critical parts are no longer made or extremely hard to obtain, the machine may be a ticking liability.
7. Contractual terms, risk allocation & negotiation
You must protect yourself legally because problems often emerge only after commissioning.
- Insist on conditional acceptance / acceptance testing: payment only after success in pre-defined performance trials.
- Clearly define quantitative acceptance criteria: e.g. maximum allowable runout, backlash, repeatability error, contouring accuracy, surface finish, tilt error, etc.
- Require a short warranty / guarantee period (30-90 days) covering major subsystems (spindle, drives, control).
- Ensure all promised documentation, software backups, parameter files, alignment records, custom codes are delivered.
- Clarify who pays for transport, rigging, leveling, foundation preparation, site modifications, commissioning & alignment.
- Insert a “burn-in / commissioning period” clause: any defects discovered under real production conditions must be repaired by the seller.
- Require written disclosure of any known defects, repairs, or limitations (especially structural or head / spindle issues).
8. Transport, installation & commissioning
Even a perfect machine can be damaged or misaligned in the move and installation phases.
- Confirm machine weight, center-of-gravity, lifting points, clearance limits, and whether partial disassembly is required.
- Use proper rigging, road supports, shock absorbers, and crating to avoid structural stresses in transit.
- After delivery, re-level, anchor or re-grout properly, ensuring the foundation is rigid, flat, and vibration-stable.
- Allow a commissioning / burn-in period under real cuts before final acceptance.
- After the machine “settles,” re-check alignment, backlash, and geometry to confirm nothing shifted.
- Be on-site (or send your technician) during initial production runs to monitor performance and detect problems early.
9. Red flags & deal-breakers (things that should scare you)
These are the major warning signs. If you see several of these, you should either walk away or demand steep discounts / remediation.
- Seller refuses full inspection, limits motion testing, disallows load cuts, or restricts access to interior compartments.
- Significant structural repairs or welds in base, column, frame, or head without credible documentation or metrology validation.
- Spindle exhibiting noise, unusual vibration, runout beyond microns, or no rebuild history.
- Head tilt / kinematic arm linkages with slack, looseness, or unacceptable backlash.
- Excessive backlash or play in linear or rotary axes beyond what the control can reasonably compensate.
- Control / electronics / drive modules obsolete, unsupported, or no spare parts available.
- Wiring, harnesses, connectors with brittle insulation, signs of heat damage, lots of splicing, or past modifications of poor quality.
- Missing or incomplete documentation (manuals, schematics, software, alignment records).
- Tool magazine or changing system that mis-indexes, jams, or is unreliable.
- Coolant / lube / hydraulic systems in poor condition, leaks, blocked lines, contamination.
- Catastrophic wear in guides, screws, linkages, or head arms such that refurbishment cost approaches replacing the machine.
- No local / regional service houses familiar with ECOSPEED or DST machines.
- Hidden damage from flooding, coolant corrosion, improper maintenance, collisions, or neglect.