What is Intermittent Side Seal Wrapper?

Intermittent Side Seal Wrapper — A Technical Overview
An intermittent side seal wrapper is a horizontal form-fill-seal (HFFS) shrink-wrapping machine that creates a continuous longitudinal (side) seal and a transverse seal around individual products while the product is indexed and held stationary during each sealing cycle. It is widely used for low-to-medium speeds and for items with varying length or irregular geometry that are difficult to run on continuous-motion equipment.
1) Machine Architecture
Primary sections
- Infeed/Indexing: Flighted or friction belts, often servo-driven. Photoelectric sensors (through-beam or background suppression) detect product leading/trailing edges and control spacing.
- Film Unwind: Single-wound or center-folded polyolefin (POF), polyethylene (PE), or PVC shrink film. A dancer arm or load cell provides closed-loop web tension control.
- Forming & Side Seal: A plow/former wraps film around the product. The longitudinal edges of the web are overlapped and sealed using:
- Heated band/knife (hot-knife wheel, heated band sealer), or
- Ultrasonic (less common).
- Transverse Seal (End Seal Jaw): A reciprocating jaw makes the front/back seals and separates the package. Jaw faces are typically PTFE-coated, with quick-change profiles for different film gauges.
- Discharge & Shrink Tunnel: A take-away belt transfers the wrapped pack into a hot-air tunnel for final shrink and cosmetic finish.
Typical drive & control
- 2–4 servo axes (infeed index, side-seal wheel/band, seal-jaw lift/close, discharge index).
- PLC + HMI with stored recipes (seal temperature, jaw pressure, dwell, index length, photoeye offset).
- Integrated safety PLC or safety relays for e-stops, guards, and light curtains.
2) Operating Principle (Intermittent Motion)
- Indexing: Product is gapped on the infeed and advanced to the sealing station.
- Film Wrap: The web is tensioned and formed around the product. The overlapped edge is guided to the side-seal device.
- Stop & Seal: The conveyor stops. The transverse jaw closes to form the trailing seal of Pack A and the leading seal of Pack B, while the side-seal device completes/maintains the longitudinal seal.
- Cutoff & Discharge: The jaw opens; the wrapped pack advances into the shrink tunnel. The next cycle begins.
Because the product stops for each jaw cycle, seal quality is highly repeatable and tolerant to part-to-part length variation.
3) Film, Sealing, and Thermal Parameters
Common films
- POF (10–25 µm): Fast shrink, glossy finish, FDA-compliant variants.
- PE (25–80+ µm): Toughness and puncture resistance; slower shrink.
- PVC (12–19 µm): Good optics; used less due to environmental/safety concerns.
Key process variables
- Seal temperature (T): Typically 150–260 °C at the tool surface (depends strongly on film).
- Dwell time (tₑ): 80–400 ms typical for thin POF; thicker PE requires longer.
- Pressure (P): Pneumatic or servo-force controlled; enough to wet/fuse layers without squeeze-out.
- Tension (σ): Just enough to avoid wrinkles; dancer setpoint ~5–20 N depending on web width and gauge.
- Tunnel setpoints: 120–200 °C with 5–12 s exposure depending on film, product mass, and airflow.
A practical rule of thumb for the seal jaw is energy density: E≈T×te(relative, since pressure and film thermal properties also matter)E \approx T \times tₑ \quad (\text{relative, since pressure and film thermal properties also matter})E≈T×te(relative, since pressure and film thermal properties also matter)
If you reduce dwell by 20%, expect to raise temperature or pressure to maintain seal strength.
5) Why Choose Intermittent Side Seal?
Strengths
- Handles variable length and irregular shapes reliably.
- Excellent seal consistency due to stationary dwell.
- Shorter changeover; forgiving process window.
- Lower capital cost than continuous-motion side sealers.
Trade-offs
- Lower top speed than continuous-motion wrappers (which keep product moving).
- More cyclic wear on jaws, clutches, and belts.
- Potential index-induced scuffing on very delicate surfaces (use low-durometer belts or trays).
6) Mechanical & Mechatronic Design Notes
- Jaw mechanism: Servo-toggle or cam-profiled pneumatic. Servo provides programmable force and dwell for different films.
- Side-seal tracking: Spring-loaded guide with edge sensors keeps the overlap centered. A heated band provides a narrow, cosmetically clean bead.
- Registration: For printed film, use mark sensor; the PLC adjusts index length to maintain artwork alignment.
- Web handling: Anti-static bars reduce clinging and whiskers on thin POF. Low-inertia idlers and crowned rollers improve tracking.
- Sanitary/clean design: Sloped surfaces, open frames, and tool-less guarding in food/pharma variants.
7) Integration & Options
- Infeed systems: Flighted conveyors, pushers, or collators; metal-detector or checkweigher upstream.
- Quality checks: Seal-integrity inspection (infrared bead monitor), tunnel temperature monitoring, reject diverter for short index or double-product.
- Changeover aids: Digital position indicators, recipe-driven axis positions, quick-change plows/jaw faces.
- Energy management: Heater zoning with SSRs, auto-sleep/standby, VFD/servo regenerative braking.
8) Validation, QA, and Documentation
- Seal strength: ASTM F88 peel testing on coupons cut from the side and cross seals.
- Leak integrity: Dye ingress or vacuum bubble tests for high-reliability packs.
- OEE tracking: Log minor stops (film tailouts, photoeye faults) to target root causes.
- Recipe management: Record film, product, and seal parameters; lock with user levels and audit trail if regulated.
9) Maintenance & Safety
- Daily: Clean PTFE covers, check jaw face wear, wipe tunnel rollers/screens, verify photoeye alignment.
- Weekly: Inspect band/knife temperature stability, belt tension, and web guides.
- Quarterly: Replace jaw springs/bushings as needed, calibrate load cells/dancers, review servo backup batteries.
- Safety: Guard interlocks on all doors, safe torque off (STO) on drives, hot-surfaces labeling, exhaust/vent in tunnel area.
10) Selecting an Intermittent Side Seal Wrapper
When specifying, capture:
- Product envelope (L×W×H) and variation; surface fragility.
- Target ppm and available floor length (index length + tunnel dwell).
- Film type/gauge and print/register requirements.
- Utilities (electrical, compressed air), ambient conditions, and E-stop zoning.
- Sanitation level and material compatibility (food/pharma vs. industrial).
- Connectivity (fieldbus, recipe transfer, OEE data).
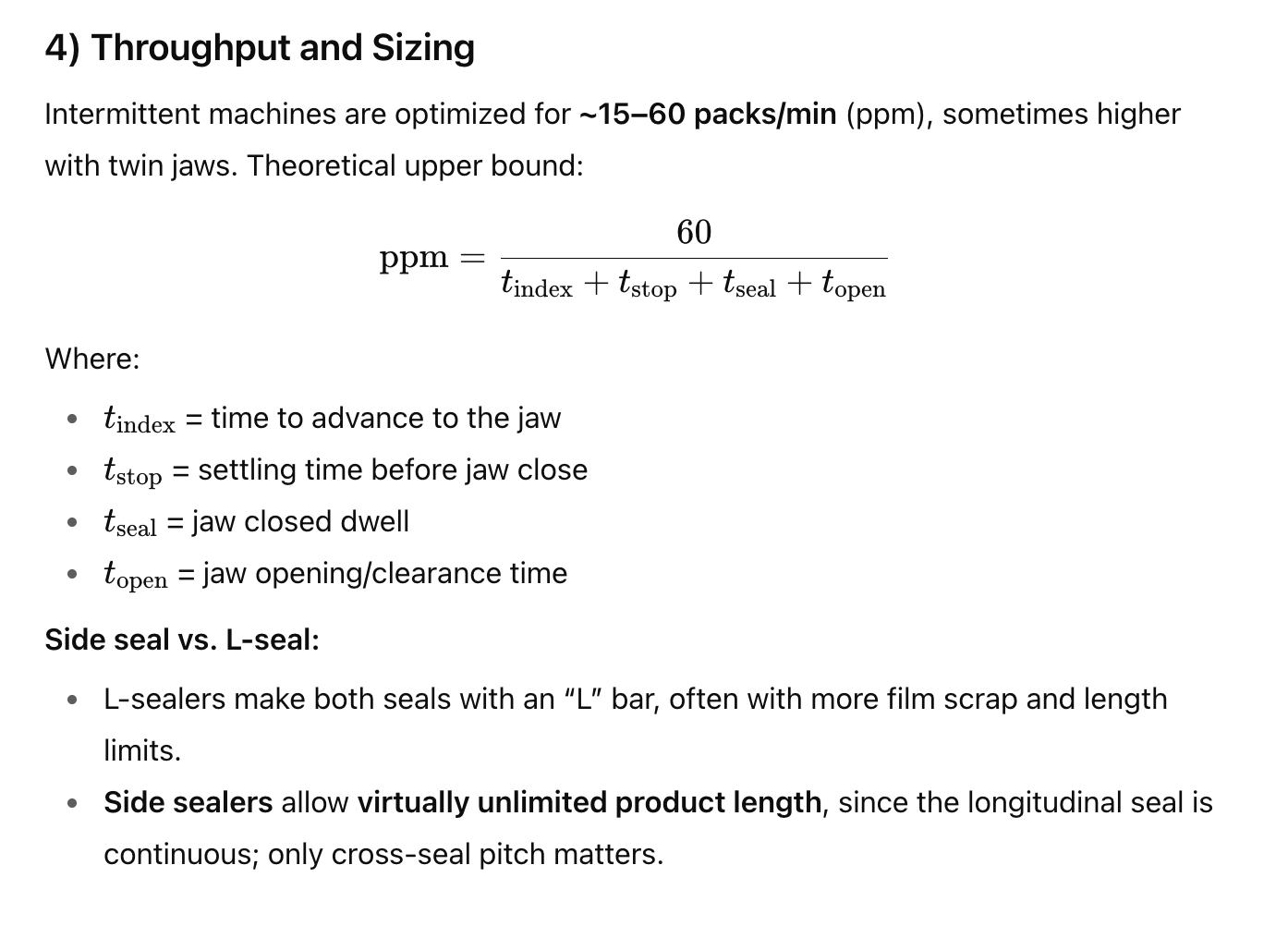
Summary
An intermittent side seal wrapper provides robust, cosmetically clean shrink packages with high seal integrity while accommodating product variability. It trades peak speed for process forgiveness and flexibility, making it a strong choice for contract packaging, e-commerce kits, irregular or long products, and changeover-heavy lines. Proper sizing of index, dwell, and tunnel capacity—combined with good web handling and servo control—yields reliable performance and attractive packs.





