19/08/2025
What is a “Packaging Line for Liquids & Bulk Forms”?
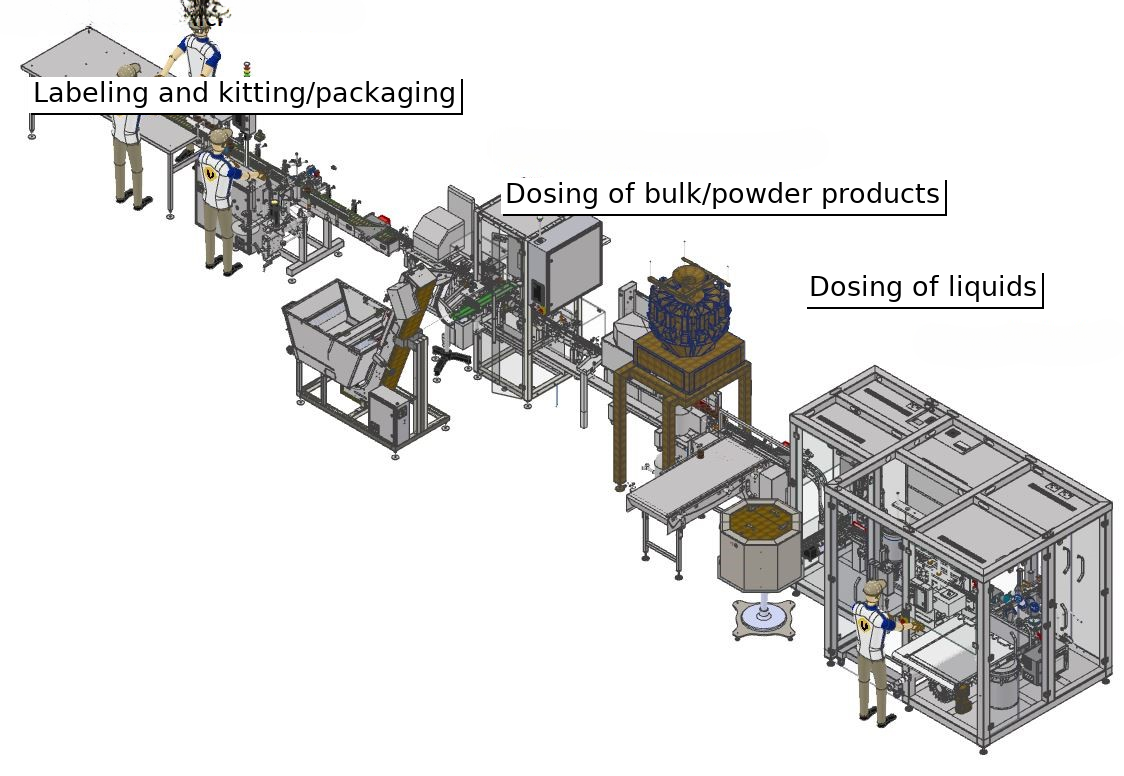
It’s an integrated production line that prepares containers, doses product, closes/seals, labels, and case-packs two very different material types:
- Liquids (water-thin to very viscous, foaming or non-foaming, sometimes volatile or sterile)
- Bulk solids (powders, granules, flakes—free-flowing or cohesive)
A line may run these in parallel (two fillers feeding the same downstream equipment) or as a hybrid with shared conveyors, labeling, and end-of-line modules, switching by recipe/changeover.
Typical Line Architecture
- Infeed & Container Handling
- Depalletizer/unscrambler → air rinser/ionized blower → single-file conveyor with starwheels or side-grippers for precise indexing.
- Materials: 304/316L stainless frames; sanitary, tool-less change parts.
- Primary Dosing/ Filling
- Liquids:
- Piston (volume-based; good for viscous sauces, gels).
- Peristaltic (sterile/sheer-sensitive, low volumes).
- Gear/rotary lobe (viscous, continuous metering).
- Mass (Coriolis) or Magnetic flowmeter (high accuracy across viscosities).
- Techniques: bottom-up (diving) nozzles for foamy products, suck-back/positively shutoff tips to prevent drips, recirculation loops for homogeneity.
- Bulk (powders/granules):
- Auger fillers (semi-cohesive powders; servo-driven).
- Vibratory cup (free-flowing granules like rice).
- Net-weigh or multihead weighers (higher accuracy/speeds for particulates).
- Features: hopper agitation, fluidizing air, dust extraction, de-aeration, mass-flow hopper geometry to avoid rat-holing.
- Liquids:
- Closure/Sealing
- Caps (spindle or chuck cappers), pumps/sprayers, press-fit lids, induction seal, heat seal for pouches; dust-tight spouts for powders.
- Coding & Traceability
- TIJ/CIJ printers or laser markers; labelers (wrap/flat/neck), print-and-apply; 2D codes, date/lot; vision verification.
- Inspection & QA
- Checkweigher (targets: liquids ±0.5–1.0%; powders ±0.2–0.8%* depending on pack size).
- Metal detector/X-ray; torque testers; leak testers (vacuum/bubble/pressure decay) for liquids.
- Secondary & End-of-Line
- Cartoner, case packer (pick-and-place or wraparound), case sealer, palletizer, stretch wrapper.
- Accumulation tables to buffer upstream/downstream.
Performance & Ranges (typical)
- Speeds: 20–300 bottles/min (liquids) depending on viscosity and heads; 10–120 packs/min for powders (sachets, jars, bags).
- Fill sizes: Liquids 10 mL–5 L (or drums/IBCs on weight-fillers); Powders 20 g–25 kg (bagging).
- Accuracy drivers: metering technology, product compressibility/foam, settling time, vibration isolation, and environmental controls.
Engineering Considerations
- Product Rheology (Liquids)
- Viscosity (mPa·s/cP), shear sensitivity, temperature dependency, particulate size.
- Solutions: heated jackets, positive displacement pumps, enlarged nozzles, agitation, nitrogen headspace control (oxidation-sensitive).
- Powder Flow Properties (Bulk)
- Bulk density, angle of repose, cohesiveness, electrostatics, segregation tendency.
- Solutions: mass-flow hoppers with steep walls, agitators/bridge-breakers, conductive or antistatic contact parts, controlled vibration.
- Dust & Hygiene
- Local extraction/HEPA, sealed dosing heads, dust-tight enclosures.
- Sanitary design with radius corners, quick-release tooling, 316L contact parts; for dairy/pharma: CIP/SIP skids (sprayballs, validated cycles).
- Safety & Compliance
- CE/UL, food-contact approvals (FDA/EU 1935/2004), ATEX/IECEx for alcohol/solvent vapors or sugar dusts (explosion risk).
- Guarding with interlocks, e-stops, safety PLCs.
- Controls & Data
- PLC + HMI with recipe management, servo axes for augers/nozzles, scale/flowmeter integration.
- SCADA/MES hooks, batch records, 21 CFR Part 11 (pharma) electronic signatures, OEE dashboards.
- Changeover & Format Parts
- Tool-less rails/stars, encoded height posts, automatic nozzle spacing; SMED practices to target <15–30 min changeovers.
- Utilities
- Compressed air (dry, oil-free), power, vacuum, chilled/hot water, steam (if CIP), nitrogen (inerting), and dust extraction.
How a Hybrid Line Might Run (example)
- Shared infeed brings jars to a splitter.
- Branch A (Liquids): mass-flow filler → spindle capper → induction seal → labeler.
- Branch B (Powders): servo auger filler with dust hood → lidder → labeler.
- Merge to common checkweigher → case packer → palletizer.
This reuses conveyors, labeling, inspection, and end-of-line equipment while using product-specific dosing heads, minimizing footprint and cost.
Selection Tips & Pitfalls
- Match metering tech to the product (don’t use piston fillers for highly aerated, foamy detergents; prefer flowmeter or bottom-up).
- For cohesive powders, specify agitation + mass-flow hoppers; plan dust management early.
- Specify giveaway targets and allowable cleaning time in URS; require fat/Factory Acceptance Tests with your real product.
- Prioritize sanitary design and tool-less changeover to lift OEE; store recipes for each SKU.
- Validate scale/flowmeter calibration procedures and spare parts list (nozzles, augers, seals).





