07/10/2025
Technical Evaluation Guide: How to Identify a Quality Used, Secondhand, Pre-Owned, Surplus TOS FSS 80 CNC A/A3 CNC Bed Type Milling Machine 3 Meters made in Czech Republic
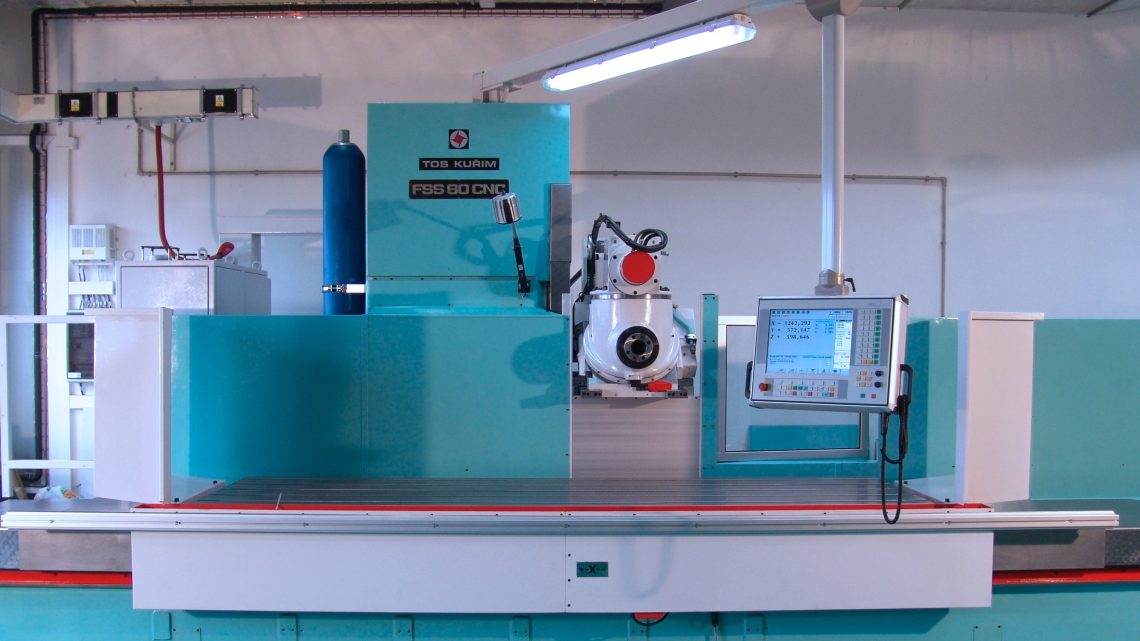
1) Overview
- Manufacturer: TOS Kuřim / TOS Olomouc / TOS Group (Czech Republic)
- Model: FSS 80 CNC A / A3
- Machine Type: CNC Bed-Type Milling Machine
- Table Size: Approx. 3000 × 800 mm
- Design Concept: Heavy-duty, fixed bed and movable column design with precision box or linear guideways, high rigidity, and large work envelope for heavy and long workpieces.
- Typical Applications: Precision machining of dies, molds, base plates, heavy castings, and machine structures.
- Key Strength: Czech-engineered castings, precision scraping, and long-term geometric stability.
2) Documentation & Pre-Purchase Checklist
Request from the seller before physical inspection:
- Machine serial number & build year.
- CNC Control type: Heidenhain TNC 426/430, Siemens 840D, or Fanuc 0i-M.
- Original build sheet with spindle power, table travel (X/Y/Z), feed rates, and rapid traverse speeds.
- Maintenance & calibration records: ball-screw replacement, spindle rebuild, linear guide inspections.
- Geometry inspection reports (ISO 230-2 or VDI/DGQ).
- PLC parameter backups and control software versions.
- Tooling and accessories: universal milling head, rotary table, coolant tank, chip conveyor, guarding.
Avoid units without geometry certificates or those with partial control retrofits and missing ladder backups.
3) Bed, Column & Table Assembly Inspection
Bed & Ways
- Examine bed casting for cracks, repairs, or epoxy fillers — especially near mounting bolts.
- Check flatness of X-axis bedways with straight edge and dial gauge (< 0.02 mm deviation per 1000 mm).
- Inspect guideway lubrication lines — oil must reach both saddle and table areas.
- Confirm bed leveling pads are intact and evenly loaded.
Table
- Inspect for dings, scoring, or warping.
- Measure table parallelism with granite straight edge and test indicator — ≤ 0.01 mm per 300 mm ideal.
- Move the table fully in X-direction to test smoothness and backlash.
Column & Saddle
- Move Y-axis through full stroke — ensure uniform motor sound and smooth hydraulic damping.
- Check for column twist or sag by measuring spindle axis alignment to table (≤ 0.02 mm per 500 mm).
- Inspect ball-screw supports and couplings for vibration or play.
4) Spindle & Headstock Evaluation
Spindle Condition
- Check radial runout using a test bar:
- ≤ 0.005 mm (near nose)
- ≤ 0.01 mm (300 mm out)
- Verify spindle taper condition (ISO 50 or BT 50): no fretting, pitting, or discoloration.
- Measure drawbar force with gauge — should meet OEM spec (usually 15–20 kN).
- Run spindle at 500, 1500, 3000 rpm — listen for bearing rumble, temperature rise < 10°C.
- Check spindle chiller or oil lubrication system flow and cleanliness.
Head Tilting / Swivel (A or A3 Variant)
- Inspect the swivel mechanism for mechanical backlash or hydraulic leakage.
- Confirm smooth rotation and precise indexing angles (±0.005° tolerance).
- Operate head tilt via control panel — check servo synchronization and encoder feedback.
5) CNC Control & Electronics
- Identify the control system (Heidenhain, Fanuc, Siemens).
- Verify boot-up without alarms.
- Test all axes’ manual jogs and reference homing.
- Check axis error history and servo diagnostics.
- Confirm data backup and network or RS-232 communication works.
- Inspect electrical cabinet:
- Clean filters and operational fans.
- No burnt connectors or loose terminals.
- Stable 24VDC control supply and grounding continuity.
6) Ball Screws, Servo Drives & Feed Systems
- Jog all axes at 25%, 50%, and 100% feed rates — check for vibration or lag.
- Inspect ball screw nuts for backlash (≤ 0.02 mm).
- Run a static backlash test using a 0.001 mm dial indicator.
- Listen for servo resonance or encoder noise.
- Verify lubrication system cycles automatically (manual test override if available).
7) Hydraulic, Lubrication & Cooling Systems
- Hydraulics: inspect pressure (approx. 45–55 bar), hoses, and cylinder seals.
- Lubrication: ensure metering valves deliver oil to each lubrication point.
- Coolant System: check tank cleanliness, pump performance, and coolant flow at spindle and table wash.
- Way Covers: inspect seals for leaks and debris ingress.
8) Geometry & Accuracy Tests
| Test Item | Method | Acceptable Value |
|---|---|---|
| Table flatness | Straight edge & dial | ≤ 0.02 mm / 1000 mm |
| Spindle to table squareness (Y/Z) | Indicator sweep | ≤ 0.02 mm / 300 mm |
| Axis backlash (X/Y/Z) | Dial test | ≤ 0.02 mm |
| Positioning accuracy | Laser or ballbar | ≤ ±0.005 mm |
| Repeatability | Laser | ≤ ±0.003 mm |
| Spindle runout | Test bar | ≤ 0.005 mm |
| Thermal drift (1 h) | Probe test | ≤ 0.01 mm |
9) Functional Performance Tests
- Dry run program: execute rapid traverses to verify full-stroke travel and limit switches.
- Circular interpolation test: perform with 100 mm radius; deviation ≤ 15 µm ideal.
- Cutting test: mill a 200 × 200 mm square pocket and measure side taper (< 0.01 mm).
- Vibration test: monitor spindle and table during heavy cut — check amplitude ≤ 1.5 mm/s RMS.
- Spindle load test: run full-speed with load — no overload alarms.
10) Wear & Maintenance Indicators
| Component | Typical Service Life | Signs of Wear |
|---|---|---|
| Spindle bearings | 15,000–20,000 h | Noise, heat |
| Ball screws | 25,000 h | Backlash, drift |
| Servo couplings | 10,000 h | Vibration |
| Way covers & seals | 5,000 h | Oil leaks |
| Coolant pump | 8,000 h | Cavitation |
| Tilting head worm gears | 20,000 h | Indexing error |
11) Acceptance & Run-Off Checklist
| Test | Target | Result |
|---|---|---|
| X/Y/Z backlash | ≤ 0.02 mm | |
| Spindle runout | ≤ 0.005 mm | |
| Positioning accuracy | ≤ ±0.005 mm | |
| Squareness | ≤ 0.02 mm | |
| Head swivel repeatability | ≤ 0.005° | |
| Coolant flow | Adequate | |
| Control alarms | None |
12) Common Weak Points in Used FSS 80 Machines
- Y-axis ball screw wear (especially on long-travel 3 m versions).
- Head tilting hydraulic seal leaks on A/A3 variants.
- Spindle chiller failure leading to thermal drift.
- Way lubrication clogging due to dried oil or improper maintenance.
- Electrical cabinet overheating if filters neglected.
- Old Heidenhain encoder drift or display flickering on aged TNC 426 units.
13) Summary of Evaluation Criteria
| Category | Excellent | Acceptable |
|---|---|---|
| Bed Casting | No cracks, perfect geometry | Minor cosmetic marks |
| Spindle | < 0.005 mm runout | Slight hum, < 0.01 mm |
| Axis Backlash | ≤ 0.01 mm | ≤ 0.02 mm |
| Head Swivel | ±0.003° | ±0.01° |
| Control & Drives | Error-free | Minor encoder warnings |
| Coolant & Lube | Clean, active | Minor leak |
| Accuracy | ISO 230-2 compliant | Slight deviation acceptable |
14) Final Verdict
A TOS FSS 80 CNC A/A3 3-Meter Bed Type Milling Machine, proudly made in the Czech Republic, stands as a benchmark in European precision engineering — built for longevity, rigidity, and high-load capacity.
With proper maintenance and verified geometry, a well-kept FSS 80 CNC can deliver:
- Exceptional accuracy for heavy-duty jobs
- Thermal and structural stability for long workpieces
- Smooth CNC operation with Heidenhain or Siemens controls
A verified machine with documented calibration, tight spindle tolerance, and healthy lubrication system remains one of the best European heavy bed mills in the secondhand market.





